Vítejte, dnes je
čtvrtek
18.
duben
2024
Vítejte, dnes je
čtvrtek
18.
duben
2024
Stálým cílem v SMD elektronické výrobě je snížení nákladů. Nedostatečná vrstva pájecí pasty vede k výraznému počtu nezapájených spojů pod součástkami. Detekce těchto chyb, stejně jako jejich pozdější opravy, jsou obtížné a drahé. Jsou zde dva hlavní zdroje chyb: pájecí pasta a proces samotného tisku. V současné době jsou standardem sítotisky s vysokým výkonem. Šablony pro tisk pájecí pasty s ploškami malých poměrů ploch nebo pasivních součástek rozměrů 0201 nebo 01005 jsou vyráběny laserem nebo leptáním. Obě tyto výrobní metody nejsou schopné překonat problémy, které s sebou přináší samotný tisk. Pájecí pasta se musí přilepit v odpovídajícím množství na horní stranu šablony, ale nesmí přilnout ke spodní straně nebo zůstat uvnitř otvorů šablony. Zbytky pasty uvnitř otvorů způsobují nedostatečné množství pájecí pasty nebo chybějící pájecí pastu na ploškách. Pasta zachycená na spodní straně šablony způsobuje rozmazání pájecí pasty na desce. Tato neřešitelná situace vede k častějšímu čištění šablony − u velmi citlivých obvodů až po každém tisku. Toto ovšem způsobuje rostoucí náklady na čištění a navíc výrazně zpomaluje celý výrobní cyklus SMD linky.
Šablony s nanopovrchem jsou elegantním řešením: horní strana není potažena povrchem a spodní strana včetně otvorů má povlak s antiadhezivním efektem.
Cílem všech finálních technologií je snížení adheze mezi pájecí pastou a šablonou snížením povrchového napětí šablony. Vzhledem k tomu, že lepící síla samotné pájecí pasty na stěny otvorů je rozhodujícím faktorem přenosu pasty, očekává se zde výrazné zlepšení tohoto procesu. Současné výzkumné činnosti se zabývají vytvářením povrchových vrstev na šablonách pomocí plazmy, PTEE nebo speciálních nanomateriálů [1], [2], [3]. Tento článek se zabývá výrobou šablon s nanopovrchem a jejich charakteristikou. Cílem tohoto příspěvku je zvýšit výkon tisku pájecí pasty pomocí takto upravených šablon.
Nanopovrchy mají široké spektrum výhod ve srovnání s běžnými povrchy. Na jedné straně mohou být nanomateriály vyráběny díky rozpustnosti ve vodě jako neškodné pro životní prostředí a na druhé straně tyto povrchy vykazují díky své anorganické základní struktuře vynikající mechanickou a chemickou odolnost.
Schéma na obrázku 1 objasňuje základní princip výroby pomocí Sol-Gel procesu.
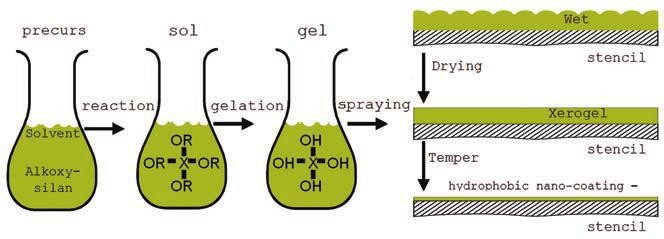
Obr. 1 Princip sol-gel procesu
Prvním krokem výrobního procesu je důkladné čištění. Pro zajištění čistého povrchu s optimální přilnavostí pro nanopovlak se používá čištěná voda a alkohol. Na obrázku 2 je vyobrazena výrobní linka. Gel se aplikuje počítačově řízeným nástřikem.

Obr. 2 Výrobní linka pro nanopovrchy
Kontrola výrobních parametrů procesu je nezbytná pro jednotnou a spolehlivou aplikaci nanomateriálů. Pro nanesení homogenní vrstvy nanopovrchů je velmi důležité řízené odpařování rozpouštědla. Posledním krokem je vytvrzení této finální vrstvy. Během tohoto dílčího procesu může nanopovrch získat svou hydrofobní vlastnost.
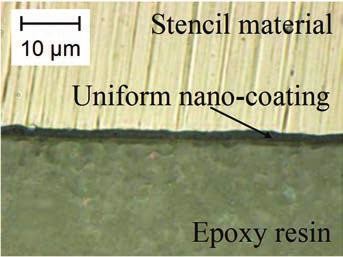
Obr. 3 Průřez povrchu šablony s nanopovlakem
Výsledný povlak má v průměru tloušťku pouze 1−2 μm – viz obr. 3. Zde je zobrazena šablona s touto povrchovou úpravou v průřezu zalitou v pryskyřici pomocí SEM mikroskopu.
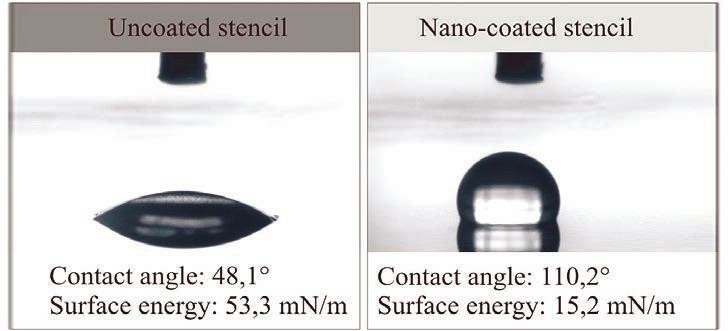
Obr. 4 Kontaktní úhel a výsledná povrchová energie bez povlaku a s nanopovrchovou úpravou šablony (zkušební médium: čištěná voda)
Šablony s nanopovlaky se vyrábí proto, aby se zabránilo přilnavosti pasty uvnitř otvorů a na spodní straně šablony. Nelepivosti na nerezavějící oceli je možné dosáhnout pouze výrazným poklesem povrchové energie, která je kontrolována měřením kontaktního úhlu, viz obrázek 4. Voda má v tomto podobné vlastnosti jako pájecí pasta vzhledem k obsaženým silným polárním složkám. O 29 % nižší povrchová energie zaručuje lepší průchod pasty šablonou a zabraňuje přilepení pasty na spodní stranu šablony. Tato významná vlastnost může být snadno testována měřením kontaktního úhlu, který lze průběžně měřit s pomocí počítače a sledovat tak neustále kvalitu tisku – viz obr. 5.

Obr. 5 Měření kontaktního úhlu za pomoci počítače
Popis studie prováděl Ing. Michael Rösch z Ústavu pro automatizaci výroby a výrobních systémů z univerzity Friedrich-Alexander-University Erlangen v Norimberku.
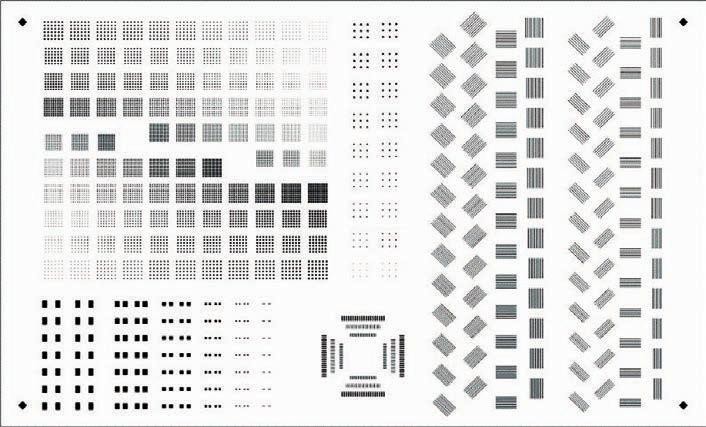
Obr. 6 Motiv šablon 1
Velký potenciál šablon s povrchovou úpravou je ilustrován na základě rozsáhlých tiskových experimentů. Jsou zde porovnávány tisky šablon bez povrchové úpravy a s nanopovrchovou úpravou. Všechny šablony používané v rámci této studie jsou vyrobeny laserováním z nerezové oceli. Tloušťka všech šablon je 150 μm. Motiv šablon je znázorněn na obrázku 6. Jsou zde otvory pro různé typy a velikosti součástek.
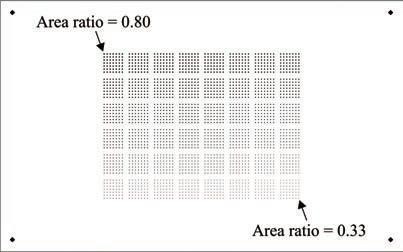
Obr. 7 Motivy šablony 2
Na obrázku 7 je znázorněn motiv kruhových otvorů s různými poměry plochy − motiv šablony 2. Jsou zde různé poměry ploch od 0,8 až po 0,33 v kroku 0,01. Na šabloně je umístěno pro každý zvolený poměr plochy celkem 49 kruhových otvorů. Pomocí této šablony lze stanovit spolehlivost tisku, které lze dosáhnout pomocí nanovrstvené šablony.
V rámci této studie jsou použity dvě pájecí pasty s různými velikostmi částic od 25 μm do 45 μm (Typ 3), respektive 20 μm až 38 μm (Typ 4). Obě pájecí pasty, F640SA30C5-89M30 a F640SA30C5-89M4, jsou dodávány firmou Heraeusa mají identické složení základní slitiny.
Všechny tiskové experimenty byly realizovány pomocí sítotisku DEK Horizon. Na pokusné tisky byly použité různé vstupní parametry procesu. Nastavení týkající se rychlosti stěrky, síly přítlaku a úhlu stěrky jsou uvedeny v tabulce 1.
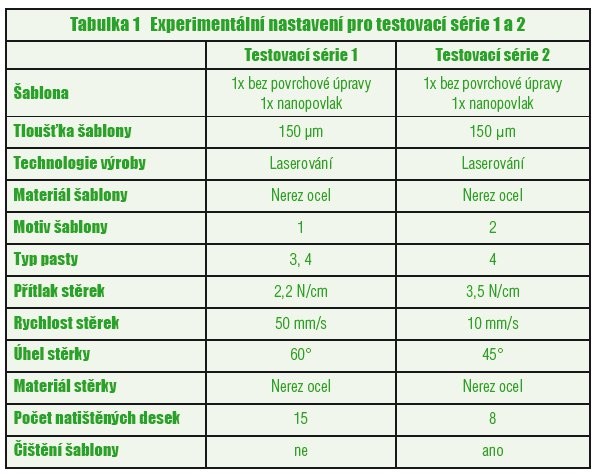
Tabulka 1 Experimentální nastavení pro testovací série 1 a 2
Pro inspekci kvality tisku se používal systém KOH YOUNG. Tento kontrolní systém umožňuje definovat objem pájecí pasty každého tisku na základě interferometrického měření fázového posunu. Po tomto měření kontrolní systém vypočítá účinnost přenosu pasty pro každý tisk a uloží výsledky do kontrolní databáze.
Výsledná databáze je analyzována pomocí statistického softwaru Minitab. Účinnost přenosu všech tisků je znázorněna v krabicovém grafu. Účinnost přenosu je na ose Y společně s číslem tisku a tisknutá plocha současně s číslem tisku na ose X. Každý box je definován středním a dolním a horním kvartilem. Kromě toho tento graf také zobrazuje i zbytek dat, která leží mimo pozorovaná data.
Pro pozorování výsledků tisku na deskách plošných spojů byl využit optický mikroskop, zatímco na měření na straně šablon se využívá optický souřadnicový systém Werth VideaCheck IP 400.
Pro prokázání vysokého potenciálu nanopovlaků šablon byly použity dvě různé zkušební série. Zkušební série č. 1 je založena na tisku s parametry, které jsou podobné standardním průmyslovým podmínkám. Na rozdíl od zkušební série č. 2, kde byly použity upravené parametry tisku k optimalizování kritických míst procesu a zajištění kompletního vyplnění otvorů. Proto byla snížena rychlost a úhel stěrky a zvětšen přítlak na stěrku.
Srovnání výsledků tisku QFP různých poměrů ploch po 5. tisku je znázorněno na obrázku 8. Jsou zde zřetelné zkraty u QFP s poměrem ploch 0,4 a 0,3 u šablon bez povrchové úpravy. Šablony s nanopovlakem nemají ani po pátém tisku žádné zkraty. I po patnácti opakovaných tiscích nejsou žádné zkraty na motivech QFP. Kromě toho lze pozorovat při použití nanopovlaků ostřejší hrany jednotlivých tisků.
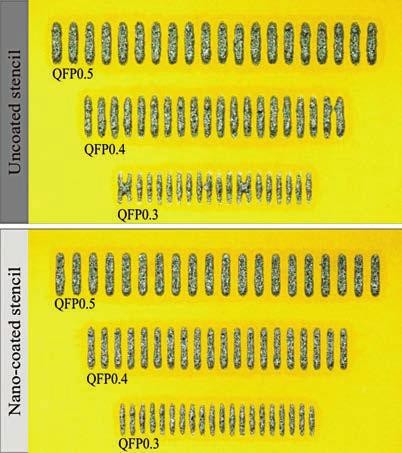
Obr. 8 Výsledky tisku motivu QFP struktur s různým poměrem ploch po 5. tisku se standardní šablonou a se šablonou s nanopovlakem (pájecí pasta Typ 3)
Důvodem výskytu zkratů bývá pasta na spodní straně šablony. Tyto zbytky pasty vznikají v procesu při oddělení šablony od povrchu tištěného spoje, kdy může zůstat pasta na spodní straně šablony. Následně tato zbývající pasta zabraňuje správné poloze šablony. To vede k nepřesnému nanesení pasty na desku plošných spojů a vzniku zkratů.
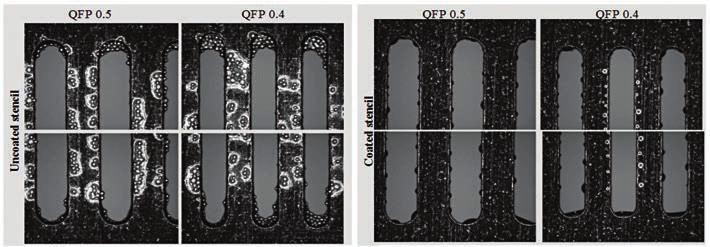
Obr. 9 DPS natištěná oběma variantami povrchové úpravy šablon po 5. tisku (pájecí pasta Typ 3)
Vzhledem ke snížené adhezi mezi pájecí pastou a šablonou s nanopovlakem nezůstávají v tomto případě žádné zbytky pasty na spodní straně šablony. Rozdíly mezi standardní šablonou a šablonou s nanopovlakem při tisku motivu QFP s poměrem ploch 0,5 a 0,4 jsou znázorněny na obrázku 9.
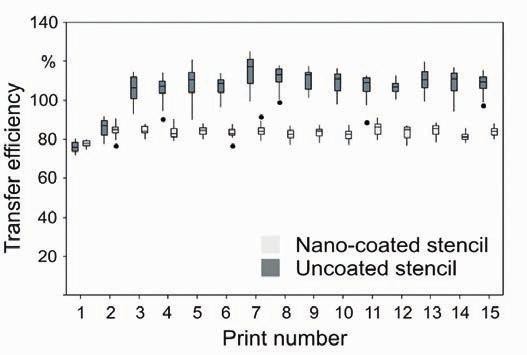
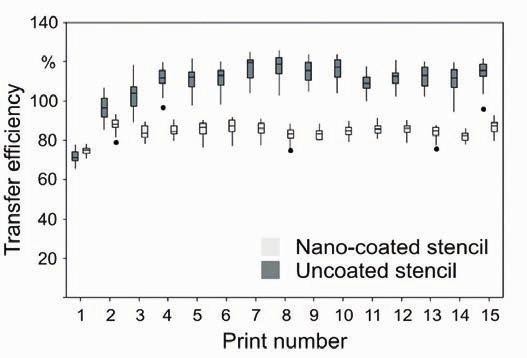
Obr. 10 Srovnání efektivity přenosu motivu QFP s poměrem ploch 0,5 pro obě varianty šablon (použita pájecí pasta Typ 3)
Kromě optického vzhledu spodní strany šablon potvrzuje analýza efektivnosti přenosu pasty rozdíly mezi standardní a nanošablonou. Zatímco u standardní šablony se účinnost přenosu motivu QFP 0,5 na DPS zvyšuje o 40 % během prvních sedmi tisků, u šablon s nanopovlakem je účinnost přenosu konstantní, a to asi 85 % na patnácti tiscích bez spodního čištění šablony. Srovnání výkonu tisku motivu QFP 0,5 po patnácti opakováních je znázorněno na obrázku 10.
Obr. 11 Účinnost přenosu motivu při tisku QFP – poměr ploch 0,4 při použití obou variant šablon jako funkce pořadového čísla tisku (použita pájecí pasta Typ 3)
Vizualizace přenosu účinnosti při tisku motivu QFP s poměrem ploch 0,4 (obr. 11) vykazuje stejné chování. Dále je zřejmé, že rozdělení přenosu efektivnosti pro nanošablonu ukazuje výrazně menší rozdíly.
Obr. 12 Tisk pájecí pasty pomocí standardní a nanošablony s poměrem ploch 0,5 s použitím pájecí pasty Typ 3 a 4
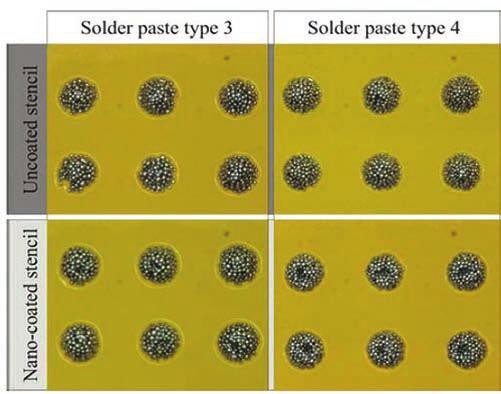
Kromě QFP motivů zlepšují nanošablony také kvalitu tisku u motivů BGA s malým poměrem ploch. Obrázek 12 znázorňuje tisk pájecí pasty s poměrem plochy 0,5 pro obě testované varianty šablon a oba typy pájecí pasty. Použití nanošablony jednoznačně vede k vysoké účinnosti přenosu motivu z šablony na DPS. Toto zvýšení účinnosti je způsobeno hydrofobním povrchem šablony, který snižuje přilnavost pájecí pasty na šablonu. Jak je vidět na obr. 13, v otvorech šablony nezůstávají žádné zbytky pájecí pasty.
Obr. 13 Detail otvorů obou šablon s poměrem plochy 0,67 při použití pájecích past Typ 3 a 4
Při použití nanošablony jsou stěny otvorů bez zbytků tavidla – nedochází ke snížení účinnosti tisku, na rozdíl od použití standardní šablony, kde jsou stopová množství částic pasty – účinnost tisku klesá. Rozdíl v účinnosti přenosu motivu pájecí pasty při použití nanošablony a standardní šablony bez povrchové úpravy je znázorněný na obrázku 14 pro pájecí pastu Typ 3 a na obrázku 15 pro pájecí pastu Typ 4.
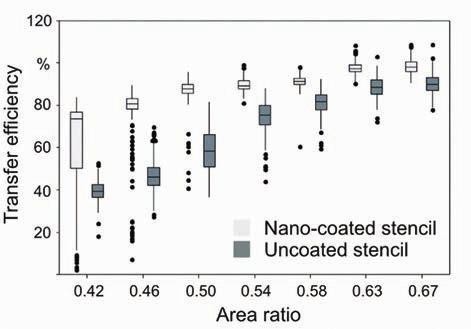
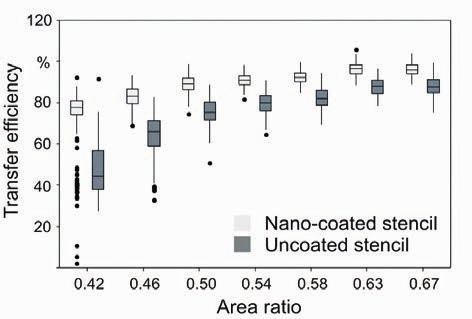
Obr. 14 Efektivita přenosu u šablon bez povrchové úpravy a s nanopovlakem pro různé poměry ploch s použitím pájecí pasty Typ 3
Jak se dalo očekávat, účinnost přenosu klesá při nižších hodnotách poměru ploch. U obou typů pasty se ukazuje při využití nanošablony významně vyšší účinnost přenosu ve srovnání se standardní šablonou. Čím nižší je hodnota poměru plochy, tím vyšší je rozdíl v účinnosti přenosu šablony s nanopovrchem a bez povrchové úpravy. Dále je možné konstatovat nižší rozptyl účinnosti pro nanošablonu.
Za předpokladu, že minimální požadovaná účinnost přenosu bude 50 %, mohou se motivy s poměrem ploch 0,54 pro pájecí pastu Typ 3 a poměrem ploch 0,46 pro pájecí pastu Typ 4 realizovat pomocí nanošablony. Co se týče obecných doporučení designu dle IPC-7525A, při používání nanošablon je možné dále snížit poměr ploch současně s použitím pájecí pasty Typ 4. [4]
Obr. 15 Efektivita přenosu u standardní a nanošablony při použití různých poměrů ploch a pájecí pasty Typ 4
Pokud jde o testovací sérii č. 1, je zřejmé, že zejména proces vyplnění otvorů s velmi malým poměrem ploch je kritickou částí tisku při použití nanošablony. Analýza odlehlých hodnot účinnosti přenosu na obr. 14 a obrázku 15 ukazuje, že snížená účinnost není důsledkem špatného uvolnění pájecí pasty z otvoru, ale důsledkem nedostatečného vyplnění otvorů. Předpokládá se, že zlepšení procesu vyplnění otvorů povede k dalšímu snížení poměru ploch. Z tohoto důvodu byly provedeny série testů č. 2 s pozměněnými parametry procesu a s motivem šablony č. 2.
Pro přehlednost je výkon tisku šablon bez povrchových úprav a s nanopovrchem znázorněný na obr. 16 a 17. Obrázek 16 ukazuje, že na standardní šabloně lze tisknout s účinností 50 % až do poměru ploch 0,53.
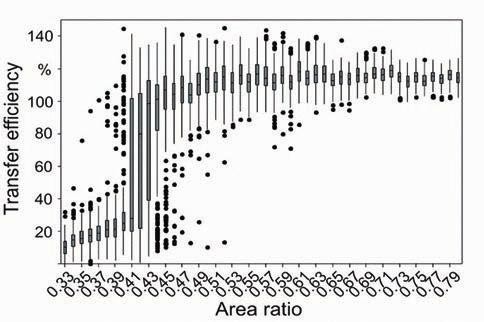
Obr. 16 Efektivita přenosu motivu s pomocí standardní šablony na různých poměrech ploch s použitím pájecí pasty Typ 4
Výkon tisku se šablonou s nanopovrchem je znázorněn na obrázku 17. Je zřejmé, že tato šablona umožňuje tisk velmi malých poměrů ploch. Jak je vidět z obrázku 17, minimálního poměru plochy 0,36 bylo dosaženo při minimální účinnost přenosu 50 %. Ve srovnání se standardní šablonou má tato nová šablona výrazně vyšší účinnost přenosu a menší odchylky v kvalitě tisku.
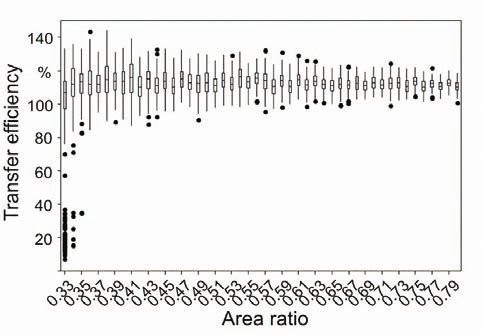
Obr. 17 Efektivita přenosu motivu s pomocí nanošablony na různých poměrech ploch s použitím pájecí pasty Typ 4
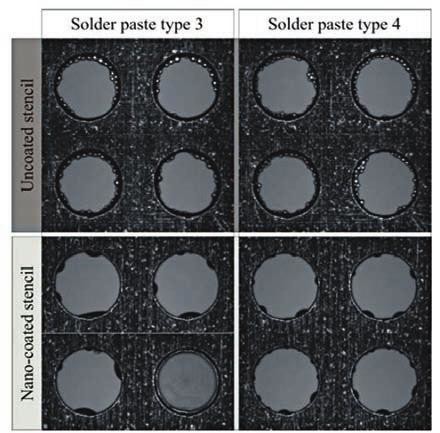
Obrázek 18 ukazuje detail otvorů ve standardní a nanošabloně s poměrem ploch 0,4, respektive 0,48, při tisku pájecí pasty Typ 4. Jak je vidět již z obrázku 13, v otvorech nanošablony nezůstává žádná pájecí pasta. Na rozdíl od standardní šablony, kde není při tomto poměru ploch možný spolehlivý tisk.

Obr. 18 Otvory ve standardní a nanošabloně při poměru ploch 0,4 a 0,48 s pájecí pastou Typ 4
Díky snížené adhezi mezi pájecí pastou a povrchem nanošablony je možný bezchybný prostup pájecí pasty skrz šablonu na desku plošných spojů. Výsledný tvar motivu pájecí pasty odpovídá geometrii otvorů v šabloně. Obrázek 19 ukazuje dva reprezentativní tisky pájecí pasty pro poměr ploch 0,36.
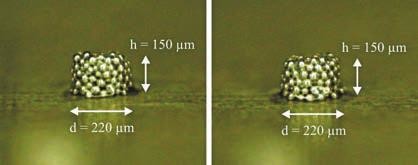
Obr. 19 Tisk pájecí pasty s nanošablonou s poměrem ploch 0,36 (d = průměr plošky, h= výška šablony
Nanotechnologie se v současné době používá ve všech oblastech průmyslu. Speciální Sol-Gel procesy jsou velmi rozšířené a vytváří povrchy se specifickými funkčními vlastnostmi. Hydrofobní úpravy při výrobě šablon umožňují řešit řadu problémů při tisku v elektrotechnice. Hydrofobní stěny otvorů již nejsou nedosažitelné. Částice pájecí pasty již nadále nezanášejí otvory v šablonách a nesnižují množství přenesené pasty na desku plošných spojů.
[1] W. E. Coleman, “Stencil Considerations for Miniature Components”, Proceedings of SMTA International 2009, San Diego, CA, US, 2009, p. 717−734
[2] M. Haupt, C. Oehr, R. Ruhfaß, R. Schmidt ”Entwicklung von Antihaftschichten auf Schablonen zur Optimierung von Druckprozessen in der Mikroelektronik“,Tagungsband Elektronische Baugruppen – Aufbau und Fertigungstechnik – Erfolg durch Innovation, 2006, Fellbach, Germany, p. 65−70
[3] M. Rösch, J. Franke “Stencil Design Guidelines for Robust Printing Processes in Electronics Production Considering Stencil and Solder Paste Specific Properties”, Proceedings of SMTA International 2009, San Diego, CA, US, 2009, p. 735–741
[4] IPC−7525A: Stencil Design Guidelines. IPC–Association Connecting Electronics Industries, Bannockburn, IL, USA, 02/2007