
 Vítejte, dnes je
pondělí
06.
červenec
2026
Vítejte, dnes je
pondělí
06.
červenec
2026

Vybavení pro mechanické operace v prototypové výrobě DPS
Mechanické zpracování technologických panelů je prvním i posledním krokem všech kvalitativních i kvantitativních úrovní výroby plošných spojů. V principu je jedno, zda desky vyrábíte „na koleně“, v prototypové laboratoři, či na malosériové nebo velkosériové lince. Panely musíte vždy nejprve nastříhat na potřebný rozměr, vyvrtat otvory pro součástky a průchody, zbavit plochy nečistot, a na závěr jednotlivé desky od sebe požadovaným způsobem a čistě oddělit. Je pouze třeba zvolit vhodné stroje, nástroje a pomůcky odpovídající způsobu výroby a následujícími operacemi (osazování součástek).

Obr. 1 Odsávání pilin
V minulém díle seznamování s prototypovou výrobou desek plošných spojů na Technické univerzitě v Liberci jsme se souhrnně věnovali celé prototypové lince postavené na zařízeních firmy Bungard. Zařízení od této firmy tvoří v laboratořích základní kostru i mechanické části výroby. Je to především vrtací a frézovací automat CCD/ATC a v následných operacích kartáčovací stroj RBM 300. Tak jako lze výrobu plošných spojů rámcově rozdělit na přípravné, mechanické a chemické operace, je i v prototypových laboratořích výroba téměř odpovídajícím způsobem rozdělena do jednotlivých výrobních prostor. Toto rozdělení je praktické jak z hlediska snazšího udržování potřebných technologických podmínek pro jednotlivé operace, tak z hlediska určitého pracovního komfortu, a samozřejmě i výhodné posloupnosti operací a celkové logistiky prototypové laboratoře.
Obr. 2 Mazací přípravek
Mechanické opracování desek je zdrojem značného množství mechanických nečistot, pilin a prachu, proto je oddělený prostor téměř nutností. Přestože je vrtací automat CCD/ATC od výrobce vybaven klasickým komerčním vysavačem, je jemný prach z vrtání opravdu všudypřítomný. Odsávání pilin z prostoru vrtáku jsme proto nahradili výkonným průmyslovým vysavačem s lepší filtrací. Jelikož je však automat koncipován jako naprosto otevřené stolní zařízení a je zde předpoklad, že by měl být nasazen v každodenní kontinuální výrobě, bylo by nejlepším řešením umístit ho do uzavřené skříně a odsávat celý vnitřní prostor. S otevřenou konstrukcí souvisí ještě jedna připomínka, je třeba udržovat čisté a vhodnou emulzí mazané vodící pojezdové tyče a rolny a jejich ložiska a pravidelně kontrolovat filcové stěrky po stranách obou vozíků. Mazání řešíme běžně dostupným sprejem (foto). Novější varianty vrtačky je již možné objednat s vhodným krytem, který snižuje množství prachu v místnosti.
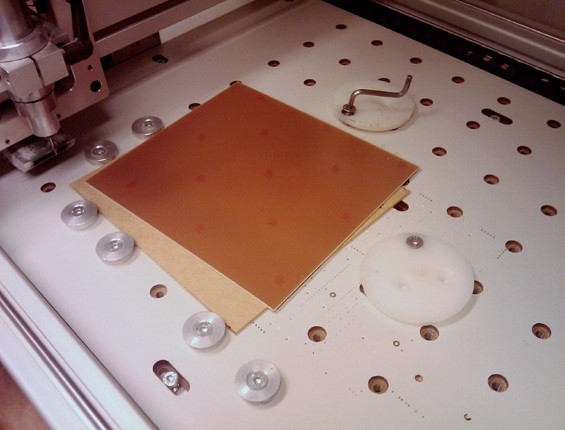
Obr. 3 Upínací systém CCD
Vrtací automat má pohony realizované pomocí ozubených řemenů (vyjma krátké osy Z). Pohonům je proto zapotřebí věnovat větší pozornost. Je třeba je udržovat čisté a čas od času upravit korekce jednotlivých os tak, aby nastavení software eliminovalo postupné vytahování řemenů. Správně nastavené korekce mají kromě přesnosti vrtaných souřadnic vliv také na bezproblémovou funkci automatické výměny nástrojů. Pozice vřetene totiž musí být při výměně nástroje poměrně přesná, jinak dochází k nedokonalému a v ose Z nepřesnému sevření dříku pneumatickým sklíčidlem. To může mít za následek například vyjíždění vrtáku ze sklíčidla během vrtání, zajíždění vrtáku až do upínacího stolu apod.

Obr. 4 Kompresor
Vrtání není nijak úchvatně rychlé, technické parametry stroje sice slibují až tři otvory za sekundu (myšleno jako maximální rychlost posuvu v ose Z), ale prakticky, vzhledem k dosažitelné přesnosti a kvalitě otvorů a vznikajícímu opotřebení, je vhodné vrtat rychlostí cca jeden otvor za sekundu. Efektivitu výroby je možné zvýšit vrtáním dvou stejných desek najednou, položených na sebe. Maximální zdvih v ose Z, délka vrtáků i výkon vřetene by sice dovolily vrtat jich i více, ale bylo by nutno přepracovat mechaniku upevnění přířezů, protože standardně dodávané upínání desek na stroji to nedovolí. Do tloušťky vrtané desky je třeba započítat i vrtací podložku, která umožní výběh vrtáku pod vlastní základní materiál, ovšem do bezpečné vzdálenosti od vrtací desky stolu. Pro tyto účely používáme asi standardní Megadrill, hlazený tvrzený papír konstantní tloušťky.

Obr. 5 Přípravek pro kroužky
Vrtací vřeteno stroje CCD/ATC má pro automatickou výměnu vrtáků pneumaticky ovládané sklíčidlo. Podle předepsaného tlaku je potřeba připojit ke stroji vhodný kompresor. My jsme vzhledem k dalším parametrům jako je hlučnost a účel využití vybrali model Schneider Silent Typ 30. Používáme ho také jako zdroj stlačeného vzduchu pro dispenzer a odpájecí stanici při osazování součástek.
V držácích pro automatickou výměnu nástrojů je třeba použít vrtáky a frézy s odpovídající polohou distančních kroužků. Pro nastavování polohy kroužků na dříku vrtáku jsme si vyrobili jednoduchý přípravek.
Stroje CCD lze samozřejmě využít také k frézování, a to jak k obrysovému, tak k drážkování či gravírování, případně i k výrobě plošných spojů metodou dělicích čar (výroba DPS suchou cestou). Jen je potřeba použít odpovídají typ vstupních dat, ale také odpovídající nástroje, které samozřejmě dodává i sama firma Bungard. Poněkud omezující je i zde způsob upínání desek. Pokud není deska dokonale rovná, ale je, byť nepatrně prohnutá, nastává problém s dodržením konstantní hloubky drážky případně hloubky gravírování. Ovládací software umí zpracovat pro vrtání data ve formátu EXCELON, pro frézování je potřeba klasický, a spíše pro CAD aplikace obvyklý, formát HPGL.
Protože mechanické řešení s ozubenými řemeny je náchylnější na opotřebení a náročnější na údržbu a seřízení, osobně bych frézování jako trvalou, dlouhodobou a pravidelnou činnost nedoporučil. Je rozhodně lepší k tomu účelu použít samostatný stroj. U nás jsme to vyřešili strojem vlastní konstrukce, ale o tom někdy příště.
