
 Vítejte, dnes je
úterý
16.
červen
2026
Vítejte, dnes je
úterý
16.
červen
2026

Technológia výroby dvojstranných dosiek s prekovenými otvormi
Tento článok by mal poslúžiť ako základ pre spoznanie jednotlivých technologických krokov pri výrobe dosiek s plošnými spojmi.
Výroba zložitých elektrotechnických zariadení sa dnes podľa všetkého zatiaľ nezaobíde bez dosiek s plošnými spojmi. Tento vynález z minulého storočia dnes stále ešte predstavuje základ pre zhotovenie aj tých najzložitejších elektrotechnických aplikácií. Široká odborná verejnosť využíva dosky s plošnými spojmi (DPS) na realizáciu prepojení aktívnych a pasívnych prvkov s cieľom zabezpečenia potrebnej funkcionality realizovaného elektrického obvodu. Napriek tomu, že sú dosky s plošnými spojmi široko používané, detaily ich profesionálnej výroby zostávajú často zahalené rúškom tajomstva pre veľkú časť odbornej elektrotechnickej verejnosti.
Prax však ukazuje, že je veľmi vhodné, ak nielen výrobcovia DPS, ale aj vývojári-návrhári poznajú techniku výroby a na základe získaných poznatkov následne realizujú svoje návrhy plošných spojov. Navrhnuté plošné spoje s využitím poznatkov o samotnej výrobe sú často kvalitnejšie a spoľahlivejšie, dosahujú vyššiu životnosť a vyžadujú nižšie finančné náklady na výrobu. Zvažovanie technologických požiadaviek výroby dosiek s plošnými spojmi vedie k ekonomicky efektívnejšej výrobe, čo je v súčasnosti stále ešte veľmi zaujímavá záležitosť.
Materiál
Dosky s plošnými spojmi sa zhotovujú s použitím materiálov, ktoré nazývame často lamináty, ale presnejšia a správna definícia je „základné materiály“. Základné materiály sú charakterizované podľa normy NEMA publikovanej Americkým združením výrobcov (NEMA – National Electrical Manufacturers Association). Táto norma charakterizuje základný laminát podľa použitého substrátu (papier, tkaná sklená rohož, príp. ich kombinácia) a použitej živice (fenolová, epoxid, polyimid…). Tabuľka č. 1 prezentuje bežné typy základných materiálov – laminátov používaných na výrobu DPS.
Z celého radu vlastností sú pre základné materiály najviac sledované vlastnosti špecifické pre konkrétne uplatnenie. Okrem celého radu mechanických vlastností sem patrí napríklad aj „samozhášavosť“. Tento parameter deklaruje, že sa DPS nesmie zapáliť pri výkonovom preťažení (dôsledkom prekročenia prúdových alebo napäťových parametrov), resp. musí zhasnúť po oddialení priameho plameňa. V poslednom čase sú stále viac dávané do popredia tiež vysokofrekvenčné parametre materiálov, čo je spojené s využívaním aplikácií založených na prenose signálov s vysokými frekvenciami. Tu sa ukazujú vhodné materiály na báze teflónu alebo na báze tzv. keramických substrátov.
Najčastejšie používaným typom základného materiálu je materiál označený ako FR-4 (FR – Flame Resistant podľa NEMA Standards). Jedná sa o relatívne univerzálny typ materiálu s dobrými elektrickými a mechanickými vlastnosťami. Je samozhášavý. Vyrába sa vo viacerých modifikáciách, ktoré môžu zvýrazniť niektorý z dôležitých parametrov (UV-blokácia, vysoké Tg, vysoké CTI…). Druhým často používaným materiálom je materiál označovaný ako CEM 1. Je to tzv. kompozitný materiál, ktorý je tvorený papierovým jadrom a jednou vrstvou tkanej sklenej rohože na hornej a na spodnej strane. Oproti FR-4 nie je tento materiál v princípe určený na prekovenie (aj keď ho je možné prekoviť) a je určený hlavne na aplikácie pre spotrebnú elektroniku.
Tretím základným typom materiálov sú materiály založené iba na báze papiera. Tie sa využívajú pre aplikácie, kde je cena rozhodujúca, ale nájdu uplatnenie aj vo vysokofrekvenčných aplikáciach, kde papier vykazuje lepšie vlastnosti ako napr. sklené vlákna.
Samozrejme sú dostupné aj iné typy materiálov so špecifickými vlastnosťami, ktoré predurčujú použitie takýchto materiálov v špeciálnych aplikáciách. Napríklad výkonové aplikácie využívajú základný materiál s kovovým jadrom. V poslednom čase sa stávajú veľmi populárne tzv. IMS materiály, keď je základný – nosný materiál z hliníka (alebo medi), na ktorom je tenká izolačná vrstva. Na izolačnú vrstvu je plátovaná medená fólia rôznej hrúbky
Tieto základné lamináty sú spravidla jednostranne alebo obojstranne plátované medenou fóliou rôznej hrúbky. Hrúbka medenej fólie sa udáva v µm, ale vo svete je zavedená aj hmotnostná jednotka, ktorá vlastne udáva špecifickú hmotnosť medenej fólie v jednotkách [oz/ft2 ] – unca (ounce) na štvorcovú stopu. Pri tom platí, že 1 oz/ft2 je približne 305 g/m2 . Štandardne sa dodávajú hrúbky Cu fólie 18 µm (0,5 oz/ft2 ), 35 µm (1 oz/ft2 ), 70 µm (2 oz/ft2 ). Väčšina výrobcov je však schopná dodať aj fólie s menšou hrúbkou 5 µm alebo 12 µm. Pre výkonové aplikácie je potom určené použitie základných plátovaných materiálov s hrúbkou Cu fólie 105 µm (3 oz/ft2 ), resp. 210 µm (6 oz/ft2 ).
Technológie výroby
Ak nebudeme brať do úvahy niekoľko špeciálnych technologických postupov, tak je možno výrobu DPS realizovať tromi základnými technologickými procesmi:
- aditívna technológia
- semiaditívna technológia
- subtraktívna technológia
Aditívna technológia predstavuje metódu výroby DPS, ktorá ako základ používa neplátovaný základný materiál (podložku). Ako už z názvu vyplýva, aditívna technológia je proces tvorby motívu, ktorý pozostáva z tvorby prvkov plošných spojov postupným nanášaním vodivého média na nevodivú podložku. Plne aditívna technológia teda nevyužíva proces leptania Cu.
Aj keď táto technika tvorby plošných spojov nie je v praxi zdanlivo veľmi používaná, jej uplatnenie je v mnohých aplikáciách, kde je snaha zjednodušiť a teda zlacnieť proces. V praxi sa môžeme veľmi často stretnúť s obdobou tejto techniky v prípade DPS zhotovenými napr. pre počítačové klávesnice.
V prípade semiaditívnej technológie sú používané podobné technologické kroky ako u aditívnej technológie. Tiež sa používa základný materiál bez plátovania (bez Cu fólie). Jeho povrch je však ovrstvený adhéznou látkou, ktorú je potrebné pred nasledujúcimi operáciami „aktivizovať“. Zásadný rozdiel oproti aditívnej technológii je však v tom, že sa používa celoplošné základné pokovenie hrúbky 1 až 5 µm. Na takto prekovených doskách je následne vytvorený motív plošných spojov.
S použitím semiaditívnej technológie je možné vyrábať dosky s veľmi jemnými štruktúrami, pri relatívne malom počte technologických krokov v porovnaní so subtraktívnou technológiou. Napriek tomu, že je táto technológia relatívne menej náročná než subtraktívna technológia, je stále iba veľmi málo používaná.
V prípade subtraktívnej technológie je používaný základný materiál plátovaný jednostranne alebo obojstranne medenou fóliou, pričom základná hrúbka Cu fólie býva štandardne v rozsahu od 18 do 70 µm. Dnes je však pre výkonové aplikácie často používaná základná hrúbka Cu fólie 100 až 200 µm. Voľba hrúbky Cu fólie musí zodpovedať technologickým obmedzeniam pre jednotlivé konštrukčné triedy, v ktorých je návrh plošných spojov realizovaný. Využívajú sa tri základné modifikácie tejto technológie. Vzhľadom k tomu, že subtraktívna technológia je v súčasnosti najviac používaná, budeme sa jej venovať podrobnejšie v ďalšej časti článku.
Subtraktívna technológia výroby DPS
Subtraktívna technológia je v súčasnosti v Európe najviac využívaná technológiou na výrobu DPS. Touto technológiou sa vyrábajú tak neprekovené ako i prekovené DPS vrátane viacvrstvových DPS. V praxi sa uplatnili tri základné typy subtraktívnej technológie:
- Technika leptu
- Technika fotorezistu – Panel Plating, známa tiež ako tenting
- Technika kovového rezistu – Pattern Plating
Technika leptu – je to všeobecne známa technika, ktorú je možné v súčasnosti aplikovať aj v amatérskych podmienkach v mierne modifikovanej podobe. Využíva sa predovšetkým pri výrobe jednostranných neprekovených DPS. Základný plátovaný materiál je najskôr navŕtaný, potom je pozitívnou cestou nanesený motív plošných spojov (sieťotlač, fotorezist) a následne je nepokrytá meď z povrchu odleptaná. Táto technika je relatívne nenáročná a jednoduchá. Ani určité obmedzenia nebránia vysokému podielu jej použitia predovšetkým v menej náročných oblastiach spotrebnej elektroniky. Touto technikou sa ešte stále vyrábajú aj dvojstranné neprekovené DPS. Slúži zároveň ako základ na výrobu dvojstranných DPS, kde je prekovenie následne vytvorené napríklad vodivými pastami. Prehľadne je postupnosť krokov pri aplikovaní tejto techniky znázornená na obr. 1.
Obr. 1 Subtraktívny proces výroby dosiek s plošnými spojmi technikou leptu
Na výrobu kvalitných dvoj alebo viacvrstvových dosiek s plošnými spojmi s prekovenými otvormi je v súčasnosti možné využiť jednu z ďalších možných alternatív subtraktívnej technológie. Prakticky všetky spomínané alternatívy majú spoločné prvé operácie a tými sú:
- vŕtanie
- prekovenie
Prekovenie otvorov je realizované s použitím fyzikálno chemických procesov. Takto vytvorené vrstvy majú hrúbku rádovo od niekoľko desatín µm do 5 µm. Cieľom je vytvoriť kvalitné „zvodivenie“ stien vŕtaných otvorov a zabezpečiť tak kvalitný základ pre následné galvanické zosilnenie (pokovenie).
Technika „tenting“ je z hľadiska technologických požiadaviek výrazne náročnejšia než technika leptu. Výhodou u tejto techniky je, že nepoužíva kovový rezist (časová a materiálová úspora). Navŕtaná a prekovená doska je celoplošne galvanicky pokovená, čím sa dosiahne požadovaná hrúbka Cu vrstvy predovšetkým na stenách otvorov. Všeobecne je žiadúce, aby hrúbka pokovenia steny otvoru nebola menšia ako 20 µm. Následne je fotocestou za použitia vhodného typu suchého fotorezistu vytvorený pozitívny motív plošných spojov. Použitý fotorezist musí dostatočne kvalitne prekryť a ochrániť hlavne vŕtané prekovené otvory a tak ich ochrániť pred leptaním. Nad prekoveným otvorom vytvorí fotorezist prekrytie – akýsi stan (anglicky tent) a z toho vyplynulo aj pomenovanie tejto techniky. Postup technologických operácií je názorne zobrazený na obr. 2. Výhodou tejto techniky je, že zabezpečuje lepšie podmienky pre vytvorenie jemných plošných vodičov s malými izolačnými vzdialenosťami. Odpadajú tu problémy s prevismi a podleptaním, ktoré sú známe z techniky kovového rezistu. Veľkou nevýhodou tejto techniky je však potreba celoplošného galvanického pomedenia (zosilnenia). To si následne vyžaduje odleptanie pomerne hrubých vrstiev medi.
.jpg)
Obr. 2 Subtraktívny proces výroby dosiek s plošnými spojmi technikou tenting (Panel Plating)
Pattern Plating
Technika kovového rezistu – Pattern Plating, je v súčasnosti najčastejšie používaná technika pre výrobu kvalitných dosiek s plošnými spojmi s prekovenými otvormi. Preto budeme tejto technike venovať väčšiu pozornosť.
Ako už bolo uvedené skôr, základom pre túto techniku je základný materiál plátovaný po oboch stranách (TOP aj BOT) medenou fóliou. Štandardne sa používajú hrúbky Cu fólie 18 µm, 35 µm, 70 µm. Väčšina výrobcov je však schopná dodať aj fólie inej hrúbky. Je to však spravidla spojené s dlhšími termínmi dodávok a samozrejme relatívne vyššou cenou na jednotku plochy.
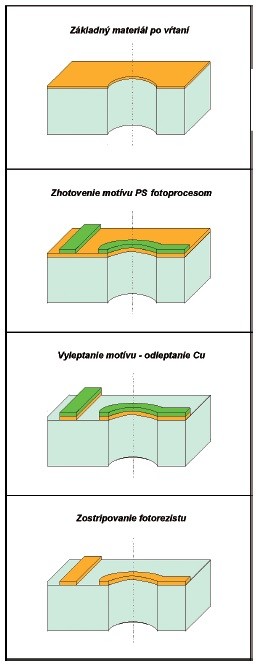
Na obr. 3 je prehľadne znázornená postupnosť základných technologických operácií, ktoré sa pri technike kovového rezistu používajú. Navyše obrázok znázorňuje proces výroby dosky až po jednu z posledných operácií, ktorou je konečná metalizácia.
.jpg)
Obr. 3 Subtraktívny proces výroby dosiek s plošnými spojmi technikou kovového rezistu (Pattern Plating)
Vŕtanie – vykonáva sa na zariadeniach s CNC systémom, ktorý umožňuje riadiť pohyb vŕtacieho vretena v osiach X, Y aj Z s veľmi vysokou presnosťou. Stroje pracujú s vysokootáčkovými vretenami, keď sa otáčky vretena pohybujú v rozmedzí od cca 15 tis. ot/min do 200 tis. ot/min (maximálne sú však výrobcami strojov udávané otáčky až 300 tis. ot/min). Reálne sa dosahuje rýchlosť vŕtania okolo 200 zdvihov/ min. Správne nastavenie parametrov vŕtania a celkové zvládnutie procesu tvorí základ pre ďalšie technologické operácie. V prípade, že navŕtané otvory nebudú vykazovať požadované kvalitatívne parametre, bude v nasledujúcich operáciach už veľmi komplikované odstrániť problémy, ak to vôbec ešte bude možné.
Prekovenie – po vŕtaní nasleduje úprava stien otvorov tak, aby bolo možné realizovať základné prekovenie (pokovenie stien otvorov) v zodpovedajúcej kvalite. Štandardný proces prekovenia pozostáva v princípe z 5 technologických operácií:
- odmastenie
- mikroleptanie
- predponor
- kondicionovanie
- aktivácia (urýchlenie)
Výsledkom týchto operácií je vytvorenie tenkej zárodočnej (monomolekulárnej) vrstvy paládia [Pd], ktorá vytvára základ pre bezprúdové (chemické) pokovenie Cu s hrúbkou vrstvy spravidla 1 µm (niekedy však až 5 µm). Nasledovať tiež môže proces tzv. medzizosilnenia, keď sa ešte galvanicky zosilní táto vrstva na 5 až 8 µm. U niektorých technológií, ako je napr. proces priameho pokovenia, nie je potrebné aplikovať chemické pokovenie, lebo prvotne vytvorená vodivá vrstva je dostatočne kvalitná pre ďalšie spracovanie. Obecne sa však doporučuje zosilniť túto zárodočnú vodivú vrstvu Pd galvanickou vrstvou Cu s hrúbkou do 5 µm (medzizosilnenie). Tento krok síce operáciu mierne predraží, ale kvalita takto získaného povrchu je veľmi vysoká. Tento postup je vhodné uplatniť obzvlášť v náročnejších priemyselných aplikáciách. V poslednom čase je proces prekovenia využívajúci Pd ako vzácny a drahý kov nahradzovaný lacnejšími alternatívami napr. na báze koloidov uhlíka, alebo vodivých polymérov. Keďže je proces základného prekovenia tiež kľúčový z hľadiska dlhodobej spoľahlivosti hotových dosiek, je potrebné dokonalé zvládnutie všetkých krokov a v prípade potreby je tiež vhodné zvážiť nasadenie správnej technológie pre konkrétnu aplikáciu.
Vytvorenie motívu plošných spojov – využíva sa negatívny obrazec motívu plošných spojov zhotovený spravidla fotocestou. V minulosti sa na tento účel používal predovšetkým tekutý fotorezist. Postupne ho však nahradil tzv. suchý fotorezist, ktorý sa v podobe tenkej fólie laminuje na predupravený povrch prekovenej dosky. Následne sa cez negatívnu filmovú matricu naexponuje obrazec plošných spojov na fotorezist. Po vyvolaní získame negatívny motív plošných spojov. Miesta, ktoré vytvárajú plošné vodiče a spájkovacie plôšky sú odokryté a budú v ďalších operáciách pokryté kovovými vrstvami.
Galvanické zosilnenie – táto operácia zabezpečí, aby najmenšia hrúbka pokovenia stien otvorov dosiahla požadovanú hodnotu (spravidla min. 20 µm). Samozrejme pri tejto operácii sa zosilňuje aj hrúbka plošných vodičov, pričom hrúbka nanesenej Cu je spravidla vyššia, ako je hrúbka nanesená na stenách otvorov. Cieľom je dosiahnuť, aby hrúbka naneseného kovu na plošných vodičoch a na stene prekoveného otvoru bola v pomere 1 : 1. Odchýlka od ideálneho pomeru spôsobuje problémy predovšetkým pri leptaní, ale nerovnomerná hrúbka vrstvy môže mať nepriaznivý dopad aj pre proces osadzovania. Operácie prekovenia ale hlavne galvanického zosilnenia sú časovo aj ekonomicky jedny z najnáročnejších operácií, a preto v prípade potreby často vedú úsporné opatrenia práve smerom k úsporám na týchto operáciách. Výsledkom sú potom síce funkčné DPS, ale o ich spoľahlivosti a dlhodobej životnosti sa dá polemizovať. Žiaľ, v mnohých prípadoch odberateľov presvedčí predovšetkým cena hlavne importovaných DPS pred kvalitou a dlhodobou spoľahlivosťou DPS od domácich producentov.
V súvislosti s touto technologickou operáciou je snáď vhodné spomenúť problém, ktorý sa výrazne prejavuje v posledných rokoch. Je ním problematika tzv. rozliatej zeme (rozliatej medi) a umiestňovania jemných plošných prvkov ako sú napr. tenké plošné vodiče. V mnohých prípadoch sú návrhové pravidlá a hlavne izolačné vzdialenosti nastavené „zbytočne prísne“. Malé izolačné vzdialenosti medzi rozliatou zemou a ostatnými plošnými prvkami spôsobujú veľké technologické problémy a znižujú výťažnosť. Vedenie tenkých vodičov vo veľkej medenej ploche môže byť tiež limitujúcim technologickým faktorom. Už aj vzhľadom na potrebu bezproblémového osadzovania ako i následného možného servisu osadených DPS je vhodné doporučiť návrhárom zvážiť nastavenie návrhových pravidiel tak, aby zodpovedali náročnosti zapojenia.
Nanesenie galvanickej vrstvy cínu [Sn]– elektrolyticky vylúčená vrstva Sn plní dnes predovšetkým úlohu leptaniu odolnej vrstvy – leptuodolného rezistu (kovového rezistu). Je to teda vrstva, ktorá chráni prekrytú meď pred leptaním a tým umožňuje vytvorenie finálnej podoby motívu plošného spoja. V minulosti však táto vrstva bola používaná tiež ako základ pre spájkovanie a tiež ako ochrana oproti korózii Cu. Elektrolyticky nanesená vrstva Sn má hrúbku minimálne 1 µm (v prípade lesklého Sn), ale štandardne býva v rozsahu 10 až 15 µm.
Odstránenie kovového rezistu – elektrolyticky vytvorená vrstva Sn je po splnení základnej úlohy (ochrana pred leptaním) spravidla odstránená (zostripovaná) špeciálnym chemickým roztokom (striperom Sn). Na podložke – základnom materiáli je tak vytvorený medený motív plošných spojov, ktorý pozostáva z pôvodnej plátovanej medenej vrstvy, tenkej Cu vrstvy vytvorenej v rámci procesu prekovenia a hrubej vrstvy Cu vytvorenej v rámci procesu zosilnenia. Takto vytvorená doska s plošnými spojmi je následne pripravená pre nanesenie nespájkovateľnej masky.
Nespájkovateľná maska – dosku s vyleptaným motívom plošných spojov je pred nanesením nespájkovateľnej masky potrebné mechanicky resp. chemicky predupraviť tak, aby následne nanesená maska vykazovala vysokú priľnavosť a mechanickú a chemickú odolnosť. Na takto pripravenú dosku je nanesená špeciálna spravidla dvojzložková epoxidová farba, ktorá je následne tepelne upravená, príp. sa používa UV svetlo pre UV vytvrditeľné farby. Teplom môže byť farba vytvrdená do konečného stavu, alebo v prípade fotomasiek je iba „predsušená“ do stavu, keď sa nelepí a je možné jej ďalšie spracovanie. Na nanesenie nespájkovateľnej masky sa používa viacero techník:
- sieťotlač
- tzv. clonové nanášanie
- sprejové nanášanie
Technika sieťotlače sa používa na nanesenie klasickej nespájkovateľnej masky cez sito s vytvoreným motívom spájkovacích plošiek, ale je možné ju využiť aj na nanesenie fotomasky s využitím tzv. prázdneho sita. Ďalšie dve techniky sa dajú použiť iba pre nanesenie fotomasky, teda fotocitlivej farby, v ktorej je motív plošiek následne vytvorený fotocestou. Takto nanesená fotomaska je po expozícii a vyvolaní motívu tiež následne teplom vytvrdená do konečného stavu. Každá z techník nanášania má svoje výhody aj nevýhody. Typy masiek, ich spracovanie a použitie predstavujú zložitú problematiku, ktorá by mohla byť predmetom celého súboru ďalších článkov, preto sa touto problematikou nebudeme v tomto článku už podrobnejšie zaoberať.
Konečná metalizácia (povlakovanie) – pre zabezpečenie dlhodobej spájkovateľnosti DPS je potrebné, aby odokryté spájkovacie plôšky na DPS s vytvrdenou nespájkovateľnou maskou boli pokryté vrstvou, ktorá zabezpečí pokiaľ možno dokonalú a dlhodobú spájkovateľnosť týchto plošiek. Na tento účel sa používa opäť viacero technológií, ale predovšetkým sú to:
- horkovzdušné pokovenie (HAL alebo HASL – hot air solder levelling)
- organické vrstvy (OSP – organic surface protectant)
- immerzný cín
- AuNi alebo ENIG (electroless nickel with immersion gold coating)
Snáď najznámejšou a najbežnejšiou metódou ochrany a zabezpečenia dlhodobej spájkovateľnosti plošiek je technika finálnej metalizácie nazývaná HAL. K problematike tejto technológie sa vrátime v niektorom z ďalších článkov. S požiadavkou na vysokú planaritu povrchov DPS sa do popredia tiež dostali posledné dve techniky. Veľmi obľúbeným je predovšetkým AuNi povrch. Ekonomickou alternatívou zabezpečenia relatívne dlhodobej spájkovateľnosti plošiek je potom použitie tzv. organických vrstiev (OSP). Voľbu vhodného povrchu je dôležité nepodceňovať vzhľadom ku kompatibilite s technikou spájkovania a používanému typu spájky pri osadzovaní. Použitie bezolovnatých spájok zhoršilo kompatibilitu, a preto je potrebné dokonale odladiť celý proces spájkovania v náväznosti na použité typy ochranných povlakov (metalizácie) na samotných DPS.
Účelom odprezentovaného článku je poskytnúť základnú a ucelenú informáciu o technologických krokoch jedného z hlavných technologických postupov profesionálnej výroby dosiek s plošnými spojmi a umožniť tak širokej verejnosti hlbšie nahliadnuť do problematiky výroby dosiek s plošnými spojmi.
