
 Vítejte, dnes je
neděle
02.
srpen
2026
Vítejte, dnes je
neděle
02.
srpen
2026

Vývoj bezolovnatých pájek pro aplikace v motorovém prostoru
Elektronické moduly pro použití v automobilovém průmyslu jsou vyjmuty z legislativy RoHS EU, která omezuje používání šesti prvků v elektronických montážních skupinách, včetně používání olova (Pb) ve slitinových pájkách. Většina výrobců v tomto sektoru nicméně provádí výzkum procesů bez využívání olova s cílem napomáhat výrobcům automobilů při splnění směrnice ELV (End of Life Vehicles), která podporuje montáže bez použití olova. Náročné prostředí, kterému musí elektronické moduly umístěné v motorovém prostoru čelit, je charakterizováno zejména tím, že většina provozní doby probíhá při zvýšené teplotě a vysoké úrovni vibrací.
Vývoj slitiny je prováděn v několika etapách; prvním vyhodnocovacím kritériem je porozumění existující slitině a potenciální základní formulaci.
Za prvé, většina stávající produkce byla prováděna se slitinami cín-olovo a cín-olovo-stříbro, přičemž tyto slitiny jasně nevyhovují základnímu požadavku na nulový obsah olova ani na požadovanou provozní teplotu 150 °C.
Pomocí modelu Coffin/Manson a výpočtem z očekávaného počtu cyklů do poruchy pro slitinu cín-olovo při teplotě 85 °C, (která je v širokém měřítku považována za maximální bezpečnou provozní teplotu), byla slitina cín-stříbroměď vypočtena tak, aby měla maximální spolehlivou provozní teplotu 120 °C.
Výzvou pak bylo nalézt způsob, jak vzít přijatelný výkon slitiny SAC v montážních skupinách plošných spojů, modifikovat jej v rámci nastavených hranic a přitom nezhoršit charakteristiky původní slitiny při zpracování. Hlavním cílem bylo zvýšení odolnosti slitiny proti tečení, která by omezila dřívější selhání pájeného spoje při jeho provozování za zvýšených teplot.
Jako přísady do směsi cín-stříbro-měď byly uvažovány následující prvky:
- Indium (In): může snížit likvidus slitiny - cenové úvahy však rozhodly proti už v počáteční fázi.
- Nikl (Ni): poskytuje disperzní vytvrzení pomocí tvorby intermetalické fáze.
- Bismut (Bi): poskytuje vytvrzení tuhého roztoku a snižuje bod likvidu směsi založené na cínu.
- Antimon (Sb): poskytuje vytvrzení tuhého roztoku, ale zvyšuje bod likvidu směsi založené na cínu.
Úvahy ke komponentům a k povrchové úpravě DPS (desek plošných spojů)
Jelikož se většina elektronických montážních skupin „přestěhovala“ do bezolovnaté výroby, výrobci komponentů mění povrchové úpravy svých zařízení. Novější styly komponentů – například komponentů používaných při miniaturizaci – byly představeny v balících, které budou dostupné výhradně v bezolovnatém provedení. Hlavní povrchové úpravy DPS používaných v sektoru automobilové elektroniky jsou popsány dále.
Vysokoteplotní OSP (organické konzervační látky pro zajištění pájitelnosti)
OSP je extrémně populární finální povrchová úprava, a to díky své cenové efektivitě a plochému rovnému povrchu, který umožňuje jemnější rozteč tisku pájecí pasty. Má dobrou skladovatelnost a je rovněž přepracovatelná v případě špatně provedené aplikace nebo při překročení doporučené skladovací doby. Dva nedostatky OSP jsou jednak omezené vyplnění otvorů, které lze pozorovat při pájení vlnou v případě, že byly montážní skupiny před přetavením vyjmuty, a jednak nedostatečné rozšíření bezolovnaté pájecí pasty během přetavení.
Nyní jsou k dispozici novější generace OSP pro vyšší teploty v procesu bezolovnatého pájení. Tyto vysokoteplotní výrobky jsou obvykle kompletně zpětně kompatibilní, fungují velmi dobře v procesech využívajících pájku cín-olovo a přesahují výkon OSP navržených pro pájku cín-olovo. V bezolovnatém prostředí fungují vysokoteplotní OSP relativně stejně dobře nebo poněkud lépe než cín-olovo OSP v prostředí cín-olovo.
Stříbření v lázni
Imerzní stříbro se ukazuje jako vybraná povrchová úprava pro bezolovnaté montážní skupiny. Některé dřívější formy stříbření v lázni byly spojovány s mechanismem poruch známým jako rovinné prázdné mikroskopické plochy nebo „šampaňské“ prázdné plochy. Tyto malé prázdné plochy se objevují v rovinné formě v blízkosti intermetalické oblasti pájených spojů, způsobují vznik slabých míst a jsou důvodem předčasného selhání spoje. K dispozici je několik možností stříbření v lázni a rovinné prázdné mikroskopické plochy nejsou spojovány se všemi postříbřovanými výrobky. V současnosti je hlášeno, že problémy rovinných prázdných mikroskopických ploch byly vyřešeny u výrobků, které vykazovaly takovéto problémy.
Povrchová úprava stříbřením v lázni poskytuje rovinný a velmi dobře potisknutelný povrch, vykazuje velice dobré vlastnosti smáčení a šíření při použití s pájecími pastami SAC a uchovává si velmi dobrou pájitelnost pro přetavení vlnou. Skladovací doba povrchových úprav se nicméně může lišit. Veškeré povrchové úpravy stříbřením jsou náchylné ke „ztrátě lesku“ v prostředích s nadměrným obsahem síry.
Bezproudové niklování – zlacení v lázni
Povrchové úpravy bezproudové niklování – zlacení v lázni (ENIG) jsou relativně běžné v aplikacích s vysokou spolehlivostí. Zlato poskytuje povrch téměř neztrácející lesk, který je ideální pro dlouhodobé skladování a nepájené kontakty. Jeho odolnost proti okysličování poskytuje velmi dlouhou skladovatelnost, a dokonce umožňuje vypálení v případě, že DPS během skladování absorbuje vlhkost. Plochá topografie z něj dělá ideální podklad pro filmový tisk. Slitiny SAC se na povrchu s úpravou ENIG šíří lépe než na jakémkoliv jiném povrchu, což napomáhá získání úplného pokrytí v cyklu přetavení a úplnému vyplnění otvorů při pájení vlnou. Existuje teorie, že povrchová úprava ENIG může napomáhat zmírnění bublinek v důsledku niklové bariéry, která je aplikována na měď.
Stinnou stránkou povrchové úpravy ENIG je její cena (jedná se o nejdražší povrchovou úpravu). Byly s ní spojovány poruchy „black pad“, a povrch k ní pájený je nikl, nikoli měď. Pájení niklu může být mnohem obtížnější než pájení mědi a struktura spoje bude obsahovat v intermetalické oblasti niklovou vrstvu. Intermetalické složky obsahující cín a nikl jsou mnohem křehčí než intermetalické složky cín-měď.
Perfektní povrch pro DPS neexistuje. Dodavatel montážní skupiny musí zvážit výhody a nevýhody každé z uvedených povrchových úprav a vybrat si tu z nich, která je pro jeho výrobek nejlepší.
Testování spolehlivosti
Po potvrzení toho, že pájecí vlastnosti slitiny dosahují návrhových kritérií, byla zahájena další fáze – testování mechanické spolehlivosti slitiny InnoLot v porovnání se základní slitinou SAC387.
Bylo provedeno počáteční tepelné cyklování, byla monitorována stabilní zařízení od RC0402 do RC2512, každých 250 cyklů byl vykreslen počet selhání, a to až do 2000 cyklů. Toto je uvedeno na obrázku č. 1.
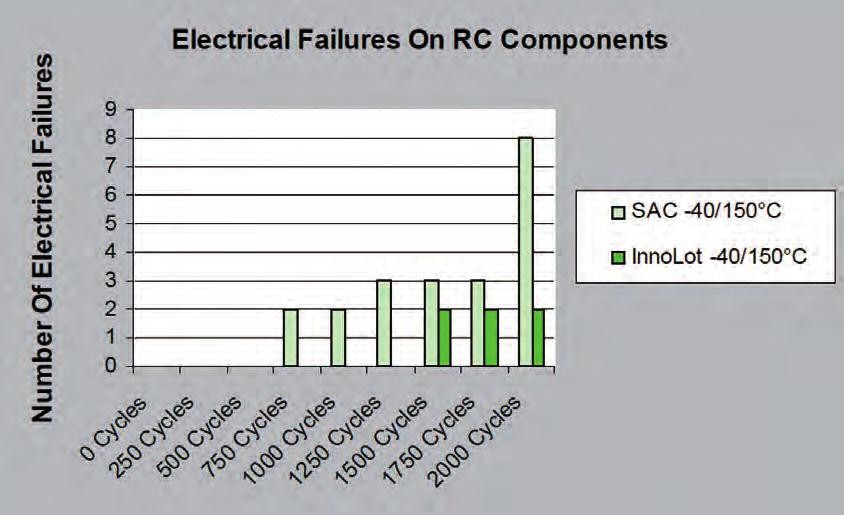
Obr. 1 Poruchy v blocích po 250 cyklech
SAC387 vykázala podstatné poruchy po 750 cyklech, zatímco slitina InnoLot nevykázala žádné poruchy až do 1500 cyklů.
Následující fází byl test vysokorychlostní střihové pevnosti po různých režimech tepelného cyklování. Tento test prokázal, že slitina InnoLot měla po režimu –40/+150 °C/1000 cyklů ekvivalentní výsledky jako SAC387 po režimu –40/+125 °C/100 cyklů. Po 1000 cyklech s režimem –40/+125 °C se výkonová mezera mezi slitinami výrazně rozšířila.
Finální fází prověřování spolehlivosti bylo tepelné cyklování testovacích desek a přidání vibrační složky. V této fázi se výkon slitiny SAC387 ukázal jako opravdu špatný. Vibrace bez tepelných cyklů u SAC387 spouští vznik trhlin na rozhraní slitiny desky na pevných zařízeních. U slitiny InnoLot neexistuje žádný důkaz prasklin. Toto lze vidět na obrázku č. 2.
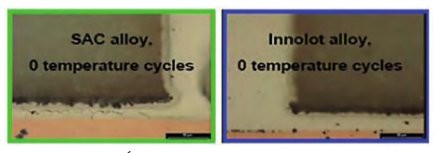
Obr. 2 Účinky vibrací – 0 teplotních cyklů Slitina SAC vlevo, InnoLot vpravo
Po provedení tepelného cyklování s připojeným vibračním komponentem trpí slitina SAC387 závažnými poruchami, zatímco slitina InnoLot zůstává nedotčená. Toto lze vidět na obrázku č. 3.
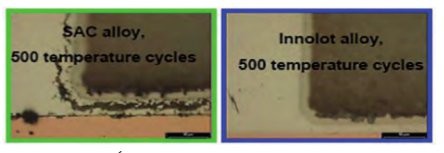
Obr. 3 Účinky vibrací – 500 teplotních cyklů Slitina SAC vlevo, InnoLot vpravo
Závěr
Tento vývoj slitiny InnoLot přinesl potenciální řešení pro elektronická zařízení, která jsou vystavena neustálým vibracím a působení vysokých teplot. Většina prací se doposud zaměřovala na proces přetavování SMT. Z hlediska slitiny to je více kontrolovaný proces než pájení vlnou, protože rozpouštění povrchových prvků z DPS a složek je limitováno na každý individuální spoj. V procesu přetavení se slitina chová velmi podobně jako standardní SAC slitina, ze které byla vyvinuta.
InnoLot je ideální bezolovnatá slitina pro náročná prostředí automobilového průmyslu.
