
 Vítejte, dnes je
neděle
26.
červenec
2026
Vítejte, dnes je
neděle
26.
červenec
2026

Koh Young – 3D testování výšky pájecí pasty v SMD výrobě
Moderní výrobní linky již v drtivé většině případů využívají technologii pájení pomocí nanesení pájecí pasty na pájené plošky neosazené desky plošných spojů. Takto připravená deska je osazena komponenty osazovacími automaty a v peci je přetavena. Dosažením odpovídajícího teplotního profilu pece dochází k přeměně pájecí pasty na tekutou pájku, která osazené komponenty zapájí. Po následném řízeném vychladnutí je proces pájení ukončen. Tato metoda je poměrně rychlá, ale především ve srovnání s dříve používaným pájením ve vlně nesrovnatelně přesnější. Díky tomu je možné touto technologií pájet komponenty velikostí 01005, finepitch nebo třeba BGA. Problémem ovšem bývá dokázat maximálně využít možnosti této technologie a hlavně udržet stabilní a opakovatelný proces.
Než si povíme, jak je možné zajistit kvalitní a stabilní tisk pájecí pasty, je třeba si odpovědět na otázku, jestli je vůbec zapotřebí parametry natištěné pasty kontrolovat. Velmi často se setkávám s názorem, že pokud vůbec má smysl kontrolovat tisk pasty, tak stačí detekovat, jestli je pasta natištěna nebo zcela chybí. Ukažme si dva příklady z mnoha, proč je extrémně důležité znát kompletní 3D tvar nanesené pasty a nejen to, jestli je pasta natištěna či nikoli.
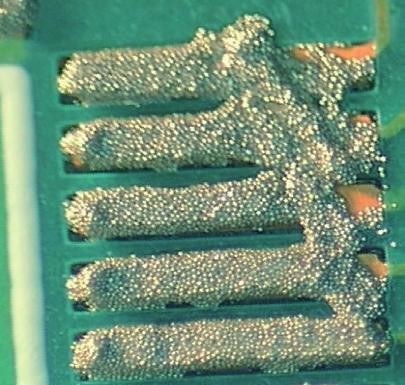
Prvním příkladem je asi nejkritičtější komponent – BGA. Na následujícím obrázku je vidět, co se může stát, pokud je na některé z plošek větší množství pasty, než je na ploškách okolních.
V „lepším“ případě vznikne mezi pájenými spoji zkrat, který je obvykle detekován hned ve výrobním procesu. V horším případě ale přímý zkrat nevznikne, jen se pájené plochy přiblíží velmi blízko k sobě. V tomto případě hrozí poměrně značné riziko, že se zkrat díky mechanickému namáhání spojů projeví až u zákazníka.
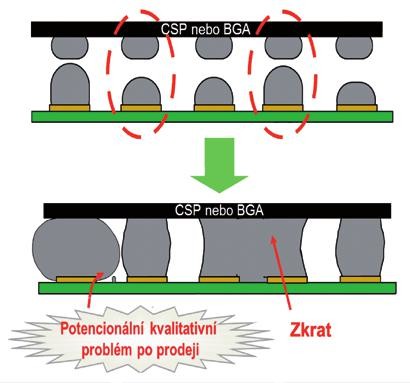
Podobné problémy mohou vzniknout ale i u jednodušších komponent, jako jsou například čipy. Podívejme se na nástin dalšího možného scénáře, kdy díky nesprávnému tvaru natištěné plošky může dojít k závadě.
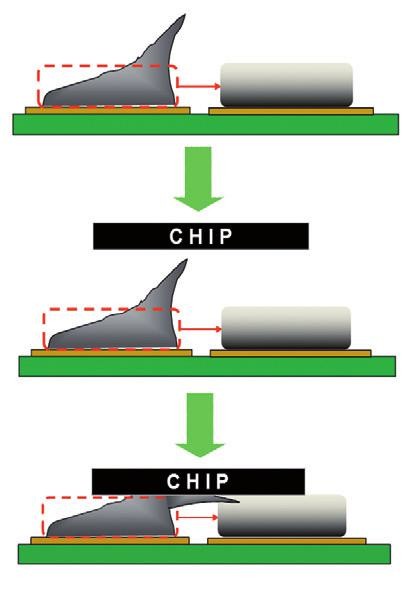
Zde je vidět, že i zdánlivá banalita jakou je správný odtrh pasty, může způsobit poměrně závažné problémy. Takovýchto reálných případů je mnoho, ale snad jen zmíněním těchto dvou chyb tisku je již patrné, že detailní znalost parametrů potištěné plochy jako je výška, objem, plocha či tvar a včasné odhalení jejich anomálií má velmi značné dopady na kvalitu celého dalšího výrobního procesu, respektive na kvalitu výrobku samotného. Není proto divu, že se proces nanášení pasty podílí až 75 % na výskytu všech chyb vznikajících na SMD lince!
Problém ovšem nastává v okamžiku, kdy se rozhodneme proces tištění pasty ovlivňovat a zlepšovat tak, aby již zmíněné kvalitativní problémy nenastávaly. Jakmile se začneme detailněji zabývat, které parametry mohou kvalitu tisku ovlivnit, zjistíme, že se neomezují jen na samotný sítotisk, ale i na samotnou pastu či šablonu. U pasty zjistíme, že záleží například na velikosti kuliček, případně na její schopnosti při čerstvě doplněné dávce zajistit ihned ekvivalentní parametry, jaké podává při rozválení, případně teplota, při které tisk probíhá. Šablona zase trpí mechanickým opotřebením, případně je zapotřebí promyslet design a velikost apertur šablony nebo zajistit na určitých ploškách DPS různé výšky tisku. Je možné uvažovat o různých moderních povrchových úpravách jako je například nano coating. Ovšem zcela nejvíce proměnných parametrů je na samotném sítotiskovém stroji. Zde hrají roli parametry jako je například síla přítlaku stěrky, rychlost stěrky, rychlost odtrhu šablony od DPS, směr tisku, uchycení a podepření DPS v sítotisku atp. Parametrů je ve skutečnosti ještě více, než jsem zde vyjmenoval, a kromě jejich ohromného množství je nepříjemné, že se navzájem ovlivňují. Může tedy existovat obrovské množství kombinací potencionálních nastavení, které mohou vést k podobnému výsledku.
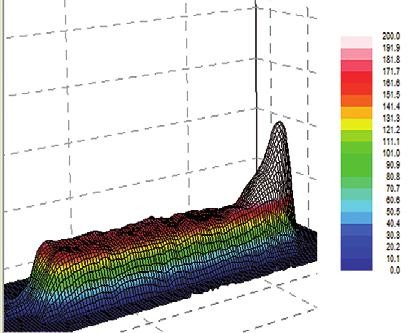
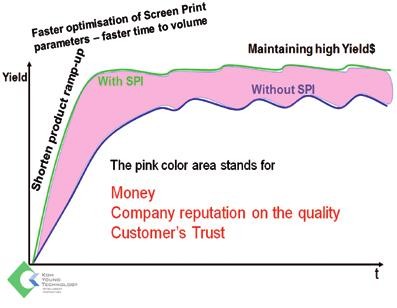
Zde se nabízí dvě cesty. Jedna cesta je stanovení parametrů ručně. Tato metoda je ale velice nepřesná a hlavně neakceptovatelně zdlouhavá. Víceméně se zde omezujeme na řešení jen těch nejmarkantnějších problémů bez možnosti jakkoli smysluplně dosažené nové nastavení celého tiskového řetězce dále monitorovat a v případě náznaku znovu se objevujícího problému rychle reagovat. Druhou cestou je použít specializované inspekční zařízení – tzv. SPI tester. Tyto testery jsou schopny v reálném čase v rámci takt time linky změřit výšku nanesené pasty na celém DPS. Díky tomu jsme schopni poměrně přesně určit příčinu problému, ale hlavně přesně identifikovat, jak který nově nastavený parametr sítotiskového procesu se projevil na daný problém a zda naopak na jiném místě nezpůsobil problém nový. Dalším přínosem je sledovatelnost procesu a velmi rychlé odhalení začínajících problémů, které ve svém počátku nepůsobí negativně na kvalitu výroby, nicméně jejich neřešením se dříve nebo později problém prohloubí a proces ovlivní. Přínos skutečného sledování kvality tisku a jeho vliv na proces je znázorněn na následujícím grafu.
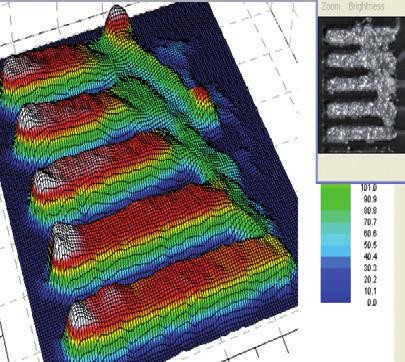
Podívejme se nyní na konkrétního reprezentanta 3D testerů pasty, kterým je firma Koh Young. Tato firma se zabývá 3D měřením pasty již od roku 2002 a za tuto dobu si vydobyla pozici světového leadera této technologie. Stroje pokrývají škálu od offline zařízení po několik výkonových variant inline zařízení. Vyznačují se extrémní přesností a opakovatelností měření. Spíše než testery by se dalo říci, že jsou to měřicí automaty. Právě přesnost a rozlišení měření, které je v ose Z 0,3 μm, umožňuje s naměřenými daty seriózně pracovat a hlavně jim může uživatel věřit. Důvěra v zařízení samé bývá bohužel často důvodem, proč nejsou testovací technologie využívány tak, jak by měly nebo případně nejsou do výroby zavedeny vůbec. Koh Young si je svou kvalitou měření vědom a proto na měření zakládá vlastní unikátní statistický software. Tento SW nejen že plní základní funkci detekce vad, které by přímo způsobily vady pájení dále v SMD lince, ale je schopen vznik vad predikovat. Díky velkému množství analýz nad naměřenými daty jsme tak schopni nejen proces vyladit a zajistit razantní úbytek problémů s pájením, ale co je možná důležitější, jsme schopni tento stav stabilizovat a do budoucna garantovat námi stanovenou kvalitu výroby.
Zařízení Koh Young je tedy možné chápat spíše jako analyzátory procesu tisku pasty a ne jen jako „pouhé“ testery. Svou rychlostí jsou schopny vyhovět všem nárokům. Od malých a středních firem formou stolních modelů přes inline zařízení s kapacitami schopnými otestovat DPS i v těch nejrychlejších linkách. Měření není ničím limitováno. Technologie není citlivá na barvu DPS, je také vyřešen problém se stíny, které u použití jiných principů 3D měření poměrně značně měření zkreslují. Zařízení je jednoduše zkonstruováno tak, aby nekompromisně plnilo svou úlohu – tedy precizně měřilo výšky povrchů a aby jeho uživatel neřešil nastavování a provoz samotného stroje, ale aby svůj čas koncentroval pouze na naměřená data a práci s nimi.


Pokud máte o Koh Young technologii zájem, neváhejte kontaktovat jejího výhradního zástupce pro ČR a SR – PBT Rožnov p. R., s. r. o. Rádi Vám poradíme, případně pomůžeme vyřešit problémy s tiskem pájecí pasty.
Zdroj: prezentace na odborné konferenci SMT Rožnov 2011.
