
 Vítejte, dnes je
středa
14.
leden
2026
Vítejte, dnes je
středa
14.
leden
2026

Možnosti prototypové a malosériové výroby DPS
I když prototypovou a malosériovou výrobu desek plošných spojů nabízí snad každý výrobce DPS, mohou se někdy vyskytnout důvody vyrobit si potřebné desky sám. Jednou z firem, které dodávají zařízení pro prototypovou a malosériovou výrobu desek plošných spojů, je německá společnost Bungard Elektronik. Tato firma je s prototypovou výrobou desek spjata již mnoho let – vždyť minulý rok oslavila 50. výročí své existence. Byl to právě Heinz Bungard, zakladatel firmy, který kdysi přišel s nápadem nanést na měděnou plochu desky fotocitlivou vrstvu (fotorezist), která po osvícení a vyvolání ochrání obrazec plošných spojů před odleptáním. Byla to tehdy převratná novinka, která ve výrobě desek nahradila původní sítotiskové nanášení rezistu. Heinz Bungard byl však více technik než obchodník, a tak si tuto metodu nenechal patentovat.
Firma Bungard Elektronik stále vyrábí desky s fotorezistem pro další použití pod označením Original Bungard, ale v průběhu let přidala do svého portfolia i širokou nabídku zařízení pro prototypovou a malosériovou výrobu desek plošných spojů. Podívejme se tedy na tato zařízení a technologické postupy, které představují možnost, jak si zařídit vlastní výrobu desek. I když firma Bungard rovněž nabízí možnost frézování plošných spojů, zaměříme se v tomto článku pouze na zařízení a procesy založené na použití fotorezistu a filmu jako podkladu pro výrobu (tzv. mokrý proces výroby).
Úvodem je třeba zmínit, že se nejedná o jednu kompletní výrobní linku, ale o různá jednotlivá výrobní zařízení, která lze podle potřeby uživatele vzájemně kombinovat. I když jsou tato zařízení poměrně jednoduchá a mnohem levnější než jejich průmyslové varianty, mohou být dosažené výsledky až překvapivě dobré v závislosti na sestavě jednotlivých zařízení a použitých procesech.
Základní výrobní zařízení
Minimální vybavení pro výrobu jednostranných a oboustranných desek s mechanicky prokovenými otvory zahrnuje kombinaci 4 zařízení:
- Desky s pozitivním fotorezistem (např. Original Bungard Positive Presensitized Boards)
- CNC vrtačka a obvodová frézka BUNGARD CCD/2
- Vakuová expoziční jednotka HELLAS
- Leptací stanice SPLASH CENTER
- Lis na mechanické provedení vodivých otvorů FAVORIT
S tímto zařízením lze vyrobit desky o maximální velikosti 210×300 mm bez nepájivé masky, klasifikované jako „fine line“ s rozměrovou přesností plošných spojů lepší než 100 μm. Protože tato sestava neumožňuje zhotovení filmu jako podkladu pro výrobu, je potřebný film s obrazcem plošných spojů získán tiskem na průhledný materiál na laserové nebo inkoustové tiskárně nebo je třeba jej získat od externího dodavatele, který má fotoplotr. Takto lze vyrobit zhruba 10 m² desek za 8 hodin, což není tak málo.
Toto základní vybavení lze podle potřeby kdykoliv rozšířit o další zařízení, takže lze přejít na výrobu náročnějších druhů desek (i vícevrstvých).
Desky s fotorezistem firma vyrábí pod názvem Original Bungard v různých velikostech a za použití různých typů základních materiálů. Pozitivní fotorezist je vyráběn původní, vlastní metodou, aby zajistil kvalitní výsledek po osvícení, vyvolání a odleptání mědi. Na obr. 1 je příklad balení malých desek.

Obr. 1 Original Bungard desky s pozitivním fotorezistem
CNC vrtačka a frézka CCD/2 s manuální výměnou nástrojů je určena pro vrtání všech otvorů na desce podle dat Excellon nebo Sieb&Meyer a pro frézování obrysů desky z dat HPGL. Firma Bungard nabízí pod názvem CCD ještě větší verzi této vrtačky. Ta má 2× větší pracovní plochu a buď manuální (CCD MTC), nebo automatickou výměnu nástrojů (CCD ATC). Tuto vrtačku lze s přídavným softwarem použít i na frézování plošných spojů nebo po vybavení osvitovou jednotkou i na přímé osvícení desky s fotorezistem.
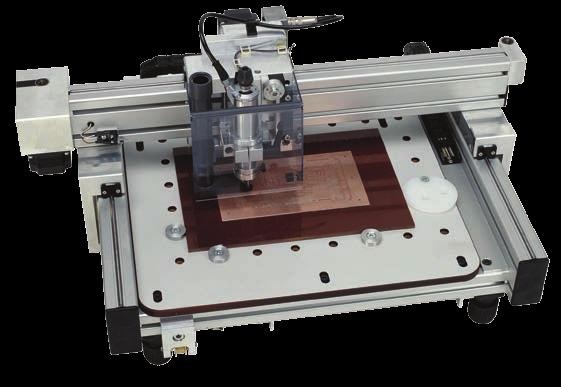
Obr. 2 CNC vrtačka/frézka BUNGARD CCD/2
Vakuová expoziční jednotka HELLAS umožňuje pomocí UV zářivek osvícení jedné nebo obou stran desky přes přiložený film s obrazcem plošných spojů. Firma Bungard má ve své nabídce ještě větší, rychlejší a podstatně výkonnější jednotku pod názvem EXP 8000, která je vybavena výkonnými rtuťovými výbojkami a senzory ultrafialového světla pro zajištění rovnoměrného osvícení desky. Používá se při výrobě větších a náročnějších desek, jako jsou např. vícevrstvé desky.
Leptací stanice SPLASH CENTER má komoru pro leptání rozstřikováním leptacího roztoku a 4 malé nádrže určené pro statický oplach, odstranění fotorezistu po vyvolání (stripování) s nuceným pohybem kapaliny a pro další pomocné operace, jako je například chemické cínování. Postřiková komora je vybavena ohřívačem s termostatem a časovačem a lze ji kromě leptání použít i pro vyvolávání osvíceného fotorezistu. Rozstřikování leptacího roztoku nebo vývojky dává lepší výsledky než pouhé statické smáčení.

Obr. 3 Vakuová expoziční jednotka HELLAS
Zajímavou technologií je mechanické vytvoření vodivých otvorů v zařízení Favorit, které je založené na pronýtování otvorů dutými měděnými nýtky. Zařízení Favorit není tedy nic jiného než malý lis upravený za tímto účelem. Otvory se musí předvrtat větším rozměrem, než je požadovaný výsledný, protože konečný rozměr je dán vnitřním rozměrem otvoru dutého nýtku. Jakkoliv se může zdát tento způsob vytvoření vodivého spojení obou stran desky nebo jen vodivého otvoru primitivní, je v prototypování používán úspěšně již dobrých padesát let.
Přidání nepájivé masky a potisku

Obr. 4 Leptací stanice SPLASH CENTER
Přidáním laminátoru RLM 419p (obr. 6) a vyvolávací stanice SPLASH D lze na desku přidat zelenou nepájivou masku a modrý potisk. V laminátoru se tlakem a působením tepla nažehlí na povrch desky fólie s fotorezistem (suchý fotorezist), který se potom osvítí v expoziční jednotce HELLAS. Deska s osvíceným fotorezistem se vyvolá postřikováním ve vyvolávací stanici SPLASH D – ta vznikla z leptací stanice SPLASH CENTER (viz obr. 4) tím, že u postřikové komory je pouze jedna nádrž na oplach (viz obr. 4), takže je kratší. Vzniklý laminát se potom vytvrdí buď v expoziční jednotce (HELLAS), nebo horkovzdušné troubě.

Obr. 5 Nýtovací zařízení FAVORIT
Pro zhotovení nepájivé masky se v laminátoru používá zelený suchý fotorezist, zatímco pro potisk modrý. Laminovací stroj jinak pracuje se všemi komerčně dostupnými suchými fotorezisty v roli. Role s fólií silnou 38 μ m mají šířku 304 mm a délku například 152 m.

Obr. 6 Laminovací stroj RLM 419p
Celkový výkon zařízení pro výrobu desky s nepájivou maskou a potiskem je zhruba 6 m² / 8 hodin.
Zhotovení galvanicky prokovených otvorů

Obr. 7 Nůžky na materiál desek Ne-Cut
Pokud mají být otvory galvanicky pokoveny, je potřeba přidat další 3 zařízení – nůžky Ne-Cut (obr. 7) pro nastříhání základního materiálu desky na potřebné rozměry, kartáčovačku povrchu RBM 300 s oscilačním pohybem kartáče (obr. 8) a hlavně zařízení pro galvanické pokovení COMPACTA 30 (obr. 9).
Obr. 8 Kartáčovací zařízení RBM 300
Po nastříhání základního materiálu na nůžkách Ne-Cut a vyvrtání všech potřebných otvorů vrtačkou Bungard CCD/2 se povrch desky připraví na galvanické pokovení, a to kartáčováním pomocí stroje RBM 300. Potom již následuje pokovení povrchu desky a otvorů v galvanické lince COMPACTA 30. Pokud má následovat laminování dalších fotorezistů, je potřeba povrch desky opět oživit kartáčovačkou RBM 300.

Obr. 9 Galvanická linka COMPACTA 30
Kartáčovací zařízení RBM 300 s oscilačním pohybem kartáče představuje profesionální provedení tohoto druhu zařízení v malém provedení (max. průchozí šířka 300 mm) s jednostranným kartáčováním. Firma Bungard také nabízí i podstatně větší model kartáčovacího zařízení pod označením RBM 402 s použitelnou šířkou desky až 400 mm, oboustranným kartáčováním a větším výkonem, které se používá při výrobě větších desek v profesionální kvalitě.
Každý, kdo zkoušel stříhat materiál desky plošných spojů, ví, že není úplně snadné dosáhnout čistého řezu. Vyplatí se tedy používat nůžky přímo za tímto účelem vyrobené, např. zmiňované nůžky Ne-Cut, které podle tloušťky materiálu (až 3 mm) vydrží 20 až 50 tisíc střihů.
Galvanická linka COMPACTA 30 je sice určena hlavně pro galvanické pokovení otvorů desky (PTH) mědí, ale lze ji použít i pro pokovení povrchu cínem nebo niklem/zlatem. Je vhodná pro použití procesu Dexter 3 D, který je spíše znám pod obchodním názvem ABC chemický systém, který firma Bungard také dodává. Tento model zařízení pokovuje v daný okamžik jednu desku.
Větší model galvanické linky označený jako COMPACTA 40 umožňuje pokovit rozměrově větší desky (až 300×400 mm). Pracuje také rychleji, protože je schopen zpracovat dvě desky najednou.
V tomto případě je celková doba výroby desky (vč. již popsaných procesů) zhruba 4 hodiny, z čehož vyplývá i maximální výtěžnost výroby 0,8 m² / 8 hodin.
Výroba desek s rozměry až 300×400 mm
Výše uvedené informace se týkaly desek do velikost 210×300 mm. Firma Bungard má ale ve své nabídce i zařízení pro větší desky až do rozměrů 300×400 mm. Postupy výroby jsou stejné nebo velmi podobné, ale některá již popsaná zařízení musí být nahrazena výkonnějšími. Pro galvanické pokovení je potřeba použít galvanickou linku COMPACTA 40 2CU, pro kartáčování desky větší kartáčovačku RBM402KF, pro vyvolání fotorezistu a leptání stanice SPLASH XL a SPLASH CENTER XL.
Produkce desek je v tomto případě přibližně 3 m² / 8 hodin, celková doba výroby desky je asi 2 hodiny.
Výroba vícevrstvých desek
Pokud je potřeba vyrobit vícevrstvé desky, je nutné přidat lis RPM 210 (obr. 10). Ten spojí jednotlivé vrstvy desky v jeden celek působením vysokého tlaku a řízeného průběhu teploty. Počet vrstev desky je omezen pouze zdvihem lisovací části zařízení (38 mm). Maximální rozměry desky jsou 250×350 mm. Nahřívání trvá 30 minut, lisování 60 minut a proces chladnutí 120 minut.

Obr. 10 Lis na vícevrstvé desky RPM 210
Zhotovení filmového podkladu
Výše popsané postupy a zařízení předpokládaly použití filmu s obrazci plošných spojů, které vznikly tiskem na průhledný materiál nebo byly dodány z externích zdrojů (např. výrobcem desek). Firma Bungard má ovšem ve své nabídce také kompaktní fotoplotr FILMSTAR, který umožňuje zhotovení potřebných filmů (obr. 11).

Obr. 11 Fotoplotr FILMSTAR
Tento malý rastrový fotoplotr umožňuje plotovat filmy až do velikosti formátu A4. Film je upevněn na válci, který během plotování rotuje konstantní rychlostí, zatímco se podél válce krokově posouvá hlavice se zdrojem červeného světla (760 nm).
Úprava odpadní vody
Při procesu výroby desek plošných spojů dochází k znečištění odpadní vody pevným materiálem a těžkými kovy. Proto je součástí nabídky firmy Bungard i zařízení IONEX (obr. 12) pro čištění odpadní vody tak, aby byly splněny všechny legislativní normy. Zařízení se skládá z 2stupňové filtrace, dvou iontových měničů a jedné pH jednotky. IONEX s kapacitou nádrže 110 nebo 220 litrů je připojen na výrobní zařízení pro leptání, vyvolávání fotorezistu a galvanické pokovení. Odpadní vodu filtruje a neutralizuje tak, aby mohla odtékat do běžného odpadu.

Obr. 12 IONEX pro čistění odpadních vod
Závěr
Firma Bungard Elektronik nabízí ještě další zařízení, která nejsou v tomto článku popsaná, jako např. linku pro průchozí zpracování desky při vyvolání (DL 500 D), leptání (DL 500), stripování (DL 500 S) a další.
Podrobnější informace o všech strojích a technologických postupech naleznete na www.bungard.de.
