Vítejte, dnes je
úterý
13.
květen
2025
Vítejte, dnes je
úterý
13.
květen
2025
Cílem článku je porovnat technické, kvalitativní a ekonomické rozdíly mezi SMT šablonami pro tisk pájecí pasty vyráběnými leptáním a řezanými laserem.
Dlouhou řadu let se vývoj elektroniky vyznačuje úsilím o miniaturizaci, komplexnější funkce, menší hmotnost atd. Nových, lepších parametrů je dosahováno vyšším stupněm integrace spolu s nasazením menších pouzder součástek a s jejich lepšími parametry případně podstatně složitějšími funkcemi. U polovodičových čipů je komplexnější funkčnost spojena se stále větším počtem vývodů. Aby byla zachována co nejmenší zastavěná plocha, zmenšují se vzdálenosti mezi vývody i velikost připojovacích bodů. Tato miniaturizace přináší zvýšené nároky nejen na výrobu desek plošných spojů (DPS), ale také na kvalitu jejich osazování. Většina dnes používaných součástek je určena pro povrchovou montáž. Tato technologie umožňuje použití vysoce efektivních procesů pro osazení a zapájení součástek. Povrchově montované součástky jsou obvykle osazovány do pájecí pasty, jež je na povrch DPS nanesena přes tiskovou šablonu metodou podobnou sítotisku. Léty ověřený postup začal v posledních letech narážet na kvalitativní problémy právě díky přesnosti a kvalitě tisku pasty. Příčinou byly tiskové šablony používané pro tisk.
Od počátku existence SMT technologie byly tiskové šablony vyráběny fotolitografickou technologií. Výrobní proces vycházel z postupů, jež byly velmi podobné těm používaným ve výrobě DPS. Postup výroby sestával z následujících kroků: vytvoření filmové masky, ovrstvení materiálu šablony fotocitlivou vrstvou, expozice masky, vyvolání fotocitlivé masky, vyleptání otvorů, odstranění fotomasky a finální úprava povrchu šablony. Celkem se jednalo o cca 11 technologických kroků.
Jinou možností bylo použití technologií obrábění kovů. S rozvojem NC a CNC technologií byly vytvořeny podmínky pro konstrukci strojů, jež používají jako obráběcí nástroj vysoce energetický laserový paprsek. Avšak od doby, kdy se objevila první laserová obráběcí centra, trvalo ještě nejméně dalších deset let, než technologie laserů dospěla do stavu, kdy přesnost polohování paprsku, řízení jeho průměru a distribuce energie v paprsku umožnily konstrukci strojů, jež byly schopny řezat SMT šablony s přesností a kvalitou větší, než kterou nabízela fotolitografie.
Oba výrobní postupy samozřejmě začínají analýzou a zpracováním CAD/CAM dat, většinou dodaných s daty pro výrobu DPS. Data s definicí plošek pro pastu jsou dnes běžným výstupem všech návrhových systémů DPS.
Abychom mohli porovnat kvalitativní parametry šablon vyráběných popisovanými technologiemi, musíme si nejprve definovat, jaké vlastnosti od šablony očekáváme.

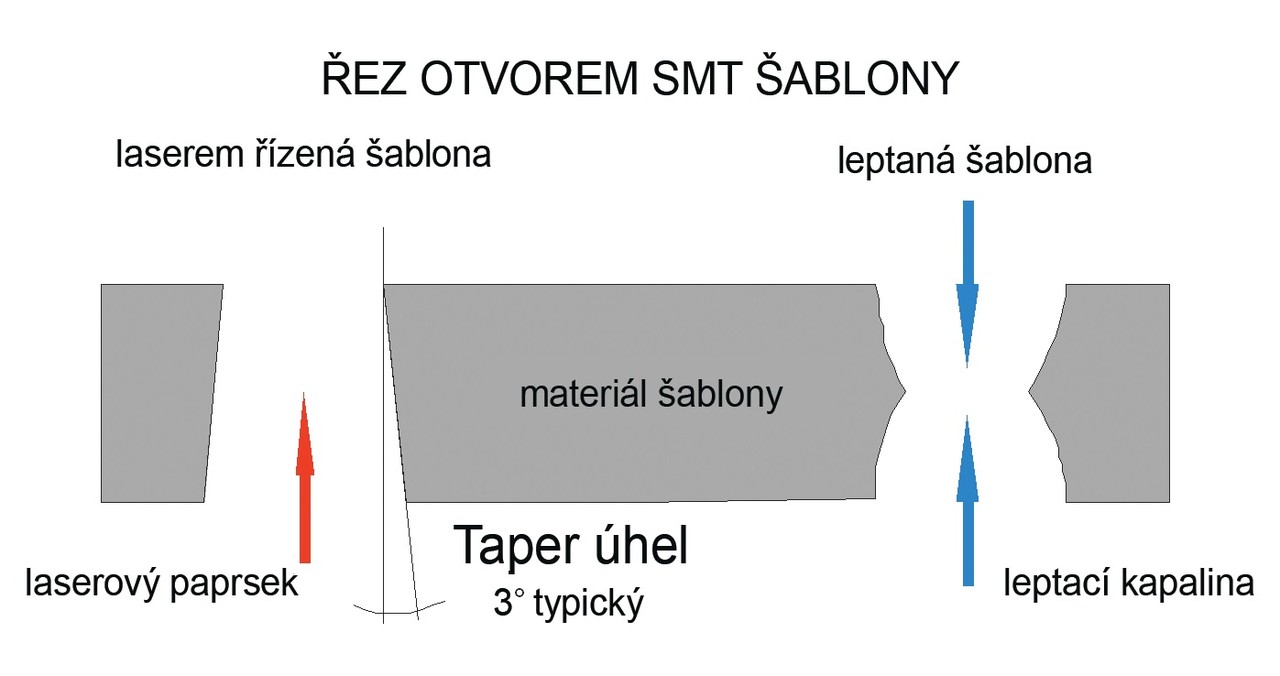
Obr. 1. Srovnání leptané a řezané šablony
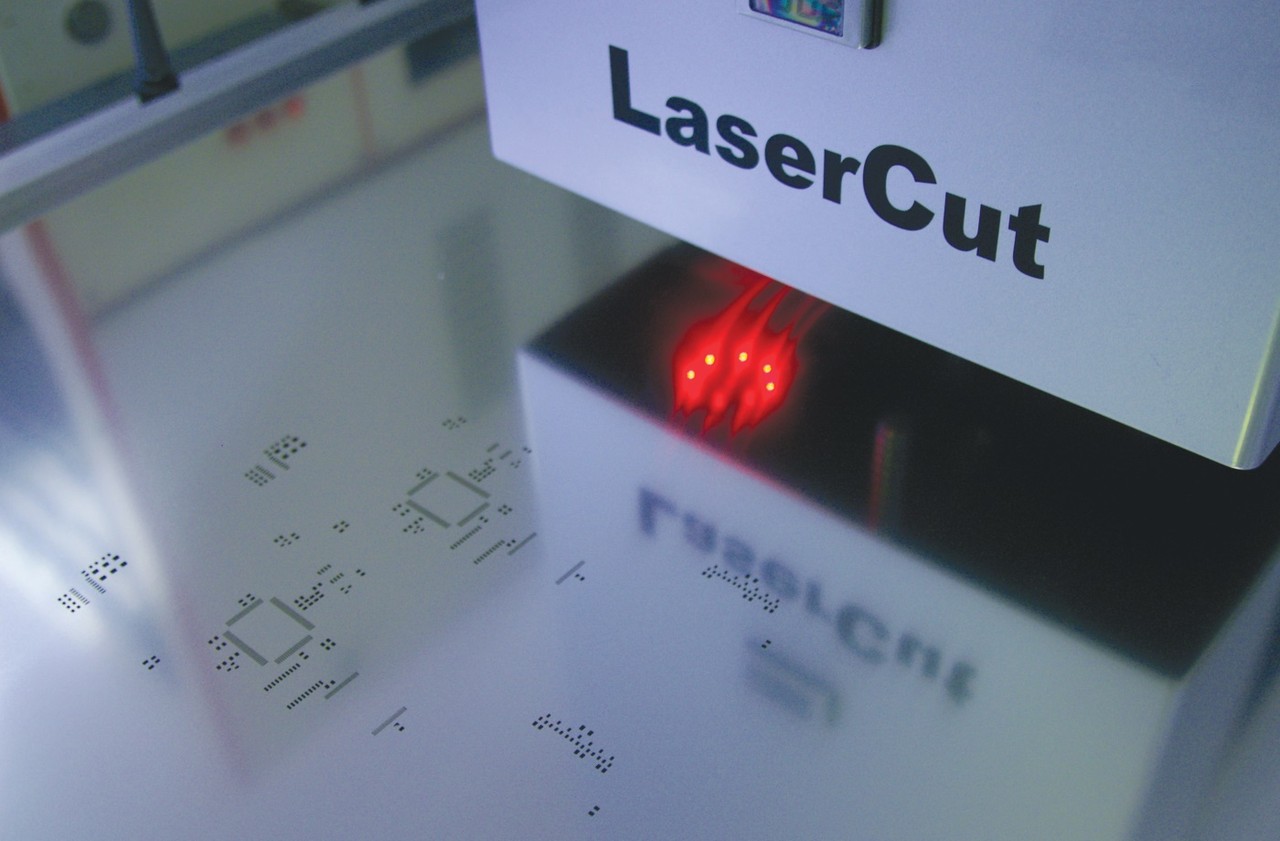
Obr. 2. Řezaná šablona v CNC stroji
Ze všech uvedených srovnávaných parametrů vyplývá, že laserem řezané šablony výrazně převyšují kvalitou šablony leptané. Přesnost velikosti plošek a jejich pozice jsou nesrovnatelně lepší, zásadní je snadnost odtrhu šablony od plošky zvláště u velmi malých plošek. Jejich použití je naprosto nezbytné pro osazování součástek v pouzdrech typu BGA a menších. Laserové šablony zajišťují výrazně vyšší kvalitu tisku a tím zásadně ovlivňují kvalitu výroby elektronických zařízení se součástkami SMT. V minulosti bylo třeba uvažovat také ekonomické hledisko nasazení laserem řezaných šablon. Vzhledem k tomu, že byly dováženy pouze ze zahraničí, převyšovala cena několikanásobně cenu leptaných. Poté, co šablony začali vyrábět také tuzemští výrobci, ceny obou typů se značně sblížily a rozdíl cen zdaleka není roven rozdílu v kvalitě. Z těchto důvodů je běžné nasazení laserem řezaných šablon namísto leptaných oprávněné, ve většině případů dokonce technologicky bezpodmínečné.
V České republice je pionýrem výroby laserem řezaných šablon společnost PragoBoard s. r. o. Firma se zabývá výrobou prototypů a malých sérií plošných spojů nejširšího spektra, včetně pružných a rigid-flex DPS. Výrobky jsou často dodávány v expresních termínech. Právě expresní dodávky přivedly firmu PragoBoard k rozhodnutí dodávat společně s DPS rovnou také šablonu pro osazení a tím urychlit zákazníkům celý proces výroby. Vzhledem k velkým zkušenostem se zpracováním dat DPS pro výrobu, proběhlo zavedení výroby šablon na CNC laserovém centru naprosto bez problémů.
Nabídka oslovila řadu zákazníků v tuzemsku i v zahraničí a výroba laserem řezaných šablon je dnes součástí standardní nabídky. Pro zvýšení rychlosti právě v oblasti expresních dodávek připravuje firma PragoBoard v současnosti projekt pořízení nového stroje, jehož parametry představují naprostou špičku mezi zařízeními aktuálně nabízenými.