
 Vítejte, dnes je
neděle
02.
srpen
2026
Vítejte, dnes je
neděle
02.
srpen
2026

Wire bonding
Wire bonding je celosvětově nejvýznamnější technologie pro připojení polovodičových čipů k okolnímu světu. U logických obvodů, jako jsou paměti či procesory, přenáší čipy proudy s hodnotou několika miliampér. U výkonových polovodičů, jako jsou bipolární tranzistory s izolovaným hradlem (IGBT), tyristory nebo diody, mohou téct až stovky ampér. V obou případech jsou vodiče přivařeny k polovodiči na jednom konci a k připojovacímu terminálu na straně druhé.
V závislosti na požadovaném proudu je průměr vodiče od 17 μm v průměru (což je asi ¼ průměru ženského vlasu) až po 600 μm pro výkonové polovodiče. Jako materiál se pro tyto vodiče nejčastěji používá zlato, měď nebo hliník.
Svařovací proces je sám o sobě velmi neobvyklý. Jedná se o svařování pomocí tření. Připojovaným vodičem se tře proti spojovací ploše, dokud se nevytvoří stabilní kovové sloučeniny. Tření vzniká pomocí ultrazvukového generátoru, který pracuje na frekvencích mezi 40 a 140 kHz. Jednou ze zvláštních vlastností je to, že neexistuje žádná roztavená kovová fáze, jako je to u ostatních procesů svařování. Celý proces funguje v pevném stavu a probíhá při pokojové teplotě.
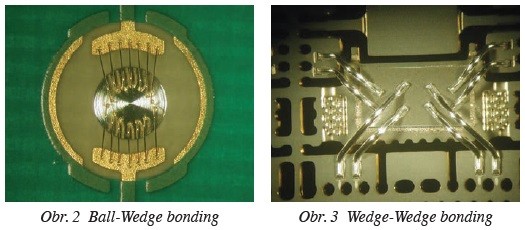
Existují tři hlavní technologie. Všechny tři sdílí stejný základ stroje (obr. 1) a liší se použitou „bondovací“ hlavou. Nejčastějším spojením (přes 90 %) je proces Ball-Wedge bonding. Je založen na vytvarování konce vodiče do kuličky o 2 až 3násobku průměru, která je přivařena na kontaktní plošku na straně čipu. Kulička je vytvářena pomocí jiskry s definovaným elektrickým nábojem. Tento proces se nazývá „flame-off“. Elektrická jiskra obsahuje dostatek energie pro roztavení konce vodiče. Spojení se provádí kolmým stiskem vodiče ke kontaktní plošce a přivaření pomocí ultrazvuku. Vzhledem k tomu, že připevněný vodič vystupuje kolmo z čipu, se pak bondovací hlava může pohybovat v libovolném směru, tvořit smyčky až k druhému kontaktnímu bodu. Nyní je vodič opět přivařen pomocí ultrazvuku. Vodič ale nyní leží rovnoběžně s kontaktovanou ploškou. Tento typ spojení se nazývá „fish tail“ nebo „wedge“.

Obr. 1 Wire bonding
Důvod, proč proces Ball-Wedge bonding převládá, je, že jej lze spolehlivě realizovat s relativně jednoduchým zařízením. Má ale i několik nevýhod, a to hlavně skutečnost, že pouze zlato, a v menší míře i měděné dráty, se snadno roztaví do kuličky pro vytvoření prvního spoje. Rovněž vyžaduje, aby spojované plochy byly zahřáty na 150 °C nebo více, což ztěžuje manipulaci s díly. Také cena zlata je významným faktorem, a to i přesto, že vodiče jsou velmi tenké. Měděné vodiče trpí oxidací při tvorbě bondovací kuličky, a proto vyžadují její tvorbu v inertní atmosféře. Nicméně prakticky všechny nové logické čipy (procesory, paměti) jsou nyní vyráběny s bondy z měděných vodičů.
Druhým procesem je spojení nazývané Wedge-Wedge bonding a odstraňuje některé nevýhody. Jedná se o nejflexibilnější technologii. Zde je vodič připevněn rovnoběžně ke kontaktní plošce. Z tohoto důvodu musí být rovněž zabezpečena rotace bondovací hlavy, což dělá celý stroj složitějším a pomalejším. Přesto zde ale existuje celá řada výhod. Za prvé zde neexistuje tvar kuličky, a tak není zapotřebí žádný výboj a je možno použít širší paletu levnějších materiálů. Jedním z nich je hliník, který v sobě kombinuje dobré elektrické vlastnosti, výbornou přilnavost a nízkou cenu. Další výhodou je, že spojení nevyžaduje žádné dodatečné zahřívání spojovaných materiálů. Rovněž pro mikrovlnné obvody je tento typ spojení preferovaný, protože umožňuje velmi krátké spojení, také je zde možnost použití plochých pásků místo drátů.
Třetí metoda pracuje s mnohem silnějšími vodiči než první dvě a je podobná výše popsané metodě Wedge-Wedge bonding. Zde jsou tlusté vodiče o průměru až 600 μm kontaktovány pomocí mnohem výkonnějších hlav. Významným rozdílem je, že zde je vodič po vytvoření druhého spoje přestřižen oproti utržení u předešlých dvou metod. Větší průměr vodiče je žádoucí u výkonové elektroniky, kde jsou použity větší proudy. Moderní výkonové moduly jsou dimenzovány pro proudy 200 A na čipu. Z tohoto důvodu je možné vidět i vícenásobné použití vodičů. Opět platí, že hliník je preferovaným materiálem vodiče.
V budoucnu se proudy, které mají být převedeny, budou nadále zvyšovat, až dojde k dosažení hranice drátových průřezů, které lze spojit pomocí ultrazvuku. Hlavním důvodem je energie z ultrazvukové vibrace, která se zvyšuje s průřezem vodiče. Omezením je tedy způsob a kvalita upevnění součástky. Za určitých podmínek již čip nelze dostatečně pevně držet, aby došlo k perfektnímu spoji.
Z tohoto důvodu nastupují další technologie, jako je například laser Bonder, ve kterém je ultrazvukový systém doplněn výkonným laserem, který vytváří zónu taveniny ve spojovaném bodě, a proto může připojit pásky s mnohem větším průřezem. To má další výhody v tom, že jsou zde nižší nároky na kvalitu povrchu.
Literatura
[1] Bonding Technology – F&K Delvotec Bondtechnik GmbH
