

 Vítejte, dnes je
sobota 21.
březen
2026
Vítejte, dnes je
sobota 21.
březen
2026
V počátcích SMT bylo pájení v parách preferováno jako technologie pájení přetavením z řady důvodů, včetně vynikajícího přenosu tepla a schopnosti rovnoměrně a rychle zahřát velkou masu materiálu, přičemž je současně regulována maximální teplota. Tato technologie však měla i některé nevýhody, například rychlý nárůst teploty a téměř žádný vliv na teplotní profil.
K odstranění těchto problémů při pájení vyvinula společnost SolderStar nový systém na měření teplotního profilu, určený speciálně pro zařízení pro pájení v parách. Nejnovější generace zařízení pro pájení v parách nyní poskytují uživatelům možnost mnohem lépe řídit pájení, kdy hlavní výhody pájení v parách, například neměnná maximální teplota, zůstávají, ale umožňují volně upravovat teplotní gradienty a profily, automaticky řídit dobu, po kterou je pájka roztavená, a zajistit automatické udržování atmosféry inertního plynu.
Původní „sen“ prodávaný výrobci strojů pro pájení v parách byl ten, že měření teplotního profilu není zapotřebí. Realita při výrobě je samozřejmě taková, že „co neměříme, nemůžeme řídit“. Z tohoto důvodu vyvinula společnost SolderStar řešení, díky němuž mohou uživatelé pochopit a řídit výrobní proces a jeho výslednou kvalitu.
Měření teplotního profilu vyvinuté společností SolderStar přináší užitek u mnoha různých zařízení, mimo jiné také u výrobních zařízení pro sériovou výrobu střední velikosti. Ty pracují v dávkách, kdy jsou desky plošných spojů vloženy do sběrného zařízení, které pak prochází strojem, zasune se do odpařovací komory k předehřívání a pájení a po dokončení procesu se opět vysune. U tohoto typu stroje je měření profilu obtížnější, neboť některé mají vnitřní termočlánkové vývody propojené s vnějším prostředím. K zachycení profilu lze použít i externí profiloměr, což je však obtížnější a rozhodně se nejedná o ideální řešení ke každodennímu testování výroby.
Obr. 1 První řešení vyvinuté společností SolderStar: jednokrabičkový profiloměr
Tyto stroje mohou být rovněž vybaveny vakuovou zónou. Při jejím využití probíhá pájení v utěsněné komoře, do níž nelze zavést kabely, takže je nutné použít samostatný profiloměr určený k průchodu pecí. Právě zde přichází na řadu systém společnosti SolderStar.

Obr. 2 Dvoukrabičkové řešení profiloměru v zavřeném a otevřeném stavu
Další typ výrobního zařízení pracuje in-line, kde je měření profilu za použití dlouhých kabelů mnohem náročnější, stejně jako dlouhých přetavovacích pecí, protože zde dochází k zachytávání dlouhých drátů a výsledky měření nejsou vždy přesné. I zde platí, že pokud je použito vakuum, dlouhé kabely nelze použít.
Pomocí systému SolderStar PRO – VP mohou uživatelé dávkových a in-line strojů pro pájení v parách získat kompletní teplotní profily svých produktů stejným způsobem jako u běžných přetavovacích pecí. Profiloměr se skládá ze zařízení pro sběr a ukládání naměřených dat (Data-logger SolderStar PRO) v kombinaci s utěsněným odlehčeným tepelným krytem, který je schopný pracovat v předehřívací, přetavovací i vakuové zóně stroje. Po dokončení sběru dat lze tepelný kryt otevřít a vyjmout zařízení, čímž dojde k jeho rychlému ochlazení a minimalizování rizika přehřátí jednotky profiloměru.
Výrobek společnosti SolderStar je vybaven externím profiloměrem, který má dlouhé vodiče. Ty z něho činí ideální řešení pro výrobce využívající různé pájecí procesy, například pájení vlnou, neboť ho lze použít pro všechny typy měření. K dispozici je rovněž možnost přenosu dat do počítače přes USB port v reálném čase, která tak může technik sledovat přímo během průchodu desky plošných spojů strojem. Jednotka profiloměru určená k průchodu pecí je hlavní jednotkou společnosti SolderStar a představuje jediný způsob, jak lze zajistit měření profilu u strojů používajících vakuovou zónu. Jedná se skutečně o nejlepší metodu použitelnou pro jakýkoliv stroj pro pájení v parách, pomineme-li laboratorní přístroje.
Vzhledem k tomu, že se ve stroji používají páry pájecí kapaliny Galden, je přenos tepla oproti tradiční přetavovací peci velmi vysoký. Tepelná ochrana profiloměru je tak velmi důležitá, má-li odolat vysokým teplotám. Páry se navíc nesmí dostat dovnitř jednotky, neboť by došlo k nevratnému poškození elektronických součástí a použité izolace. Při použití vakua přibývají další problémy, systém musí být schopen přestát všechny rozdíly v tlaku, k nimž během výrobního procesu dochází.
Tento problém lze vyřešit dvěma způsoby:
Deska plošných spojů s elektronikou profiloměru je umístěná v utěsněné krabičce.
Při výstupu ze stroje je profiloměr velmi horký. Protože je jednotka utěsněná, bude-li ponechána tak, jak je, bude se dále ohřívat, až dojde k poškození baterie nebo elektroniky. Proto je nutné ji zchladit, například ve vodní lázni.
Profiloměr lze po výstupu ze stroje oddělit od ochranného krytu.
Společnost SolderStar vyřešila problém fyzicky většího dataloggeru „zeštíhlením“. Skutečným problémem je tepelná kapacita vlastního předmětu. Proto byl vyroben „tenkostěnný“ ochranný kryt, který má sice velký povrch, ale velmi malou tepelnou kapacitu. Odlehčený plášť krytu se rychle zahřívá, a jakmile je ohřátý, kondenzace na povrchu krytu je jen minimální.
Společnost SolderStar provedla interní testování svého systému na stroji Asscon Quicky 450. Provedení testu za použití stroje pro malosériovou výrobu umožnilo zachycení profilu pomocí dlouhých vodičů, tedy bez umístění přístroje v pracovní komoře, a následně s přístrojem uvnitř.
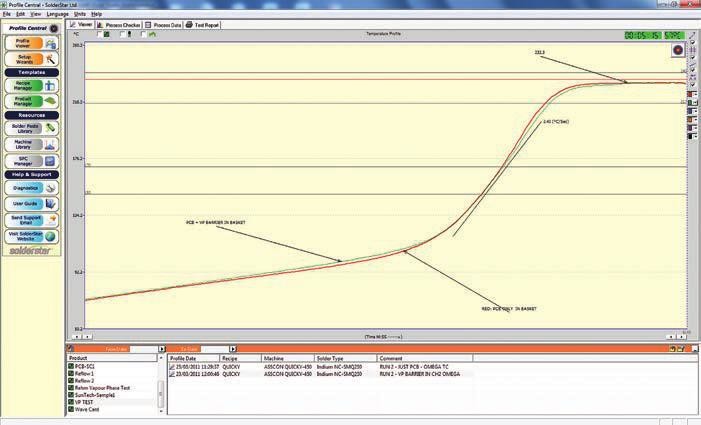
Obr. 3 Výsledek interního testování společností SolderStar
Účel testu byl následující:
1 – Hlouběji prověřit tepelné vlastnosti nového ochranného krytu pro pájení v parách.
2 – Provést vyhodnocení zkoušky těsnosti nového těsnicího kroužku.
3 – Sledovat případný vliv tepelné ochrany na výrobní proces.
Výsledky:
1 – Tepelné vlastnosti jsou adekvátní pro většinu procesů pájení v parách, přičemž je velká pravděpodobnost, že bude dosaženo původní specifikace 250 °C po dobu 9 minut.
2 – Nový těsnicí kroužek poskytuje dostatečné utěsnění.
3 – Obě stopy zápisu, červená i zelená, se ve stoupající a vrcholné fázi téměř přesně překrývají. Sklon stoupání a čas jsou shodné jak při umístění systému uvnitř, tak i vně stroje.
Energie par uvnitř stroje, jako je například Quicky, je menší než u strojů, v nichž se bude tento systém na měření profilu pravděpodobně používat. Lehký kryt se rychle zahřívá a pohlcování tepelné energie je minimalizováno; v žádném okamžiku nedošlo k přerušení odpařování a ovlivnění výrobního procesu. Systém firmy SolderStar se osvědčil nejen při interním testování v závodu, ale také při používání výrobci, včetně společností Rehm a IBL.
Další technologií, kterou bylo nutné vyzkoušet, byla okamžitá telemetrie, která by mohla spolehlivě fungovat ve vakuové zóně výrobního procesu. Sledování profilu v reálném čase je u výrobního zařízení obtížné, protože vysokofrekvenční signál je značně zeslaben kovovými částmi stroje. Společnost SolderStar vsadila na systém využívající technologii MESH sítě, která dokáže automaticky odstraňovat poruchy a spolehlivě pracuje se síťovým nebo datovým připojením. Umožňuje použití routerů nebo zesilovačů k přenášení signálu do strojů, kdy by jiné systémy nebyly schopny fungovat. Jelikož žádný signál není 100% spolehlivý, byl nasazen obousměrný protokol, takže pokud systém narazí na „hluché místo“, profiloměr uloží data do vyrovnávací paměti a po obnovení spojení se jich zbaví.
Pájení v parách se stává plně konkurenceschopnou metodou pro velkosériovou výrobu. Nejmodernější stroje nabízejí vysokou výrobní kapacitu spolu s vysoce kvalitními výsledky. Pára, stejně jako ostatní plyny, má tendenci vyplnit veškerý dostupný prostor, například odpařovací komoru. Díky tomuto fyzikálnímu jevu dochází k rovnoměrnému rozložení tepla v celém objemu desky, zatímco v konvekční peci se může teplota v příčném profilu lišit. Vzhledem k fyzikálnímu omezení maximální teploty ve stroji pro pájení v parách nejsou nutné žádné další kontrolní mechanismy zabraňující přehřátí. Tato vlastnost přináší největší výhody v podobě dlouhodobé spolehlivosti pájených elektronických desek. V konvekční peci vyžaduje vytváření teplotních profilů důkladnou přípravu, přičemž však nelze zcela spolehlivě zamezit přehřátí.

Obr. 4 Sestava pro telemetrický přenos dat
K provedení dokonalého pájeného spoje při pájení v parách je nutné překročit bod tavení pájecí pasty pouze o 5 až 10 °C. Ostatní metody pájení přetavením vyžadují k zajištění stejného výsledku překročení bodu tavení o 30 až 35 °C kvůli nižší intenzitě přestupu tepla.
Nižší teploty při pájení snižují namáhání součástek, zamezují delaminaci substrátů DPS a snižují riziko vzniku „popcorn“ defektů. Proces pájení v parách poskytuje bezkyslíkovou atmosféru, která zajišťuje nejlepší možné smáčení. Spotřeba energie je nižší než u konvekčního procesu, neboť energie zůstává v horké pájecí kapalině. Optimální izolace omezuje únik tepla do okolního prostředí, což pomáhá ušetřit náklady na úpravu ovzduší ve výrobním závodu. S ohledem na současné i budoucí složité součástky a procesy je pájení v parách dokonalým řešením.

