
 Vítejte, dnes je
neděle
26.
červenec
2026
Vítejte, dnes je
neděle
26.
červenec
2026

Trendy vývoje v povrchové montáži a význam pájecích past
Charakteristickým a dominujícím trendem v elektronice je neustálá miniaturizace. Rozteč pouzder BGA, QFN a dalších typů pouzder a součástek se neustále snižuje a rozměr 0,4 mm již dnes není zvláštností. Rovněž pasivní součástky se zmenšují (dnes již běžné provedení 0201, 01005, …) a kontaktní plošky se tak přibližují k rozměrům kolem 0,2 mm. Kromě toho vznikají nová konstrukční řešení, jako jsou například provedení pouzder PoP (Package on Package), SoP (System on Package) a další, což vytváří tlak na depoziční technologie. S tím úzce souvisí i neustálý vývoj nových materiálů, v tomto případě pájecích past a také šablon. Z pohledu současné poptávky v oblasti pájecích past lze za nejvýznamnější považovat kromě splnění standardních parametrů, jako je dobrá pájitelnost, bezhalogenní provedení apod., především požadavky na vysokou spolehlivost a minimalizaci voidů, které ve stále menších pájených spojích zhoršují elektrické i mechanické vlastnosti. K tomu ještě přistupuje požadavek na schopnost pájecí pasty vytvářet malé rozměry. To vše souvisí s typem pasty, jenž určuje velikost průměru zrn kovových částic obsažených v pastě (od typu 1 s největším průměrem po typ 5 s nejmenším průměrem). Pro typ pasty 4 je dle normy J-STD-005 velikost průměru kovových částic 20−38 μm a pro typ 5 pak 15−25 μm.
Spolehlivost pájených spojů se stala od doby počátku zavedení bezolovnatého pájení jedním z nejčastěji diskutovaných problémů, jenž přetrvává dodnes. Příčinou jsou fyzikální a chemické zákonitosti a vlastnosti materiálů obsažených v pájecí slitině, které není možné změnit. Je skutečností, že není možné nahradit vlastnosti olova, především z pohledu jeho netečného chování vůči ostatním kovům. Vznik nových intermetalických slitin a tvoření voidů v pájených spojích u bezolovnatých pájek je průvodním a charakteristickým jevem, který výrazně ovlivňuje jejich spolehlivost a životnost. Proto je třeba se touto problematikou neustále zabývat mnohem hlouběji, než tomu bylo u olovnatých pájek. Na tuto skutečnost se zaměřují také výrobci pájecích past, kde jako příklad lze uvést firmu Shenmao Technology Inc., kterou u nás zastupuje firma NeVo GmbH, která pájecí pasty Shenmao vyrábí v České republice. Tento výrobce uvedl na trh novou bezhalogenovou pájecí pastu typu 4, u níž je deklarována vysoká spolehlivost a omezená tvorba voidů. U této pájecí pasty s označením P250 proběhly úspěšně testy na ověření obsahu halogenidů, vlivu na korozi mědi, viskozitu, rozstříkávání a lepkavost, a především také na tvoření voidů.
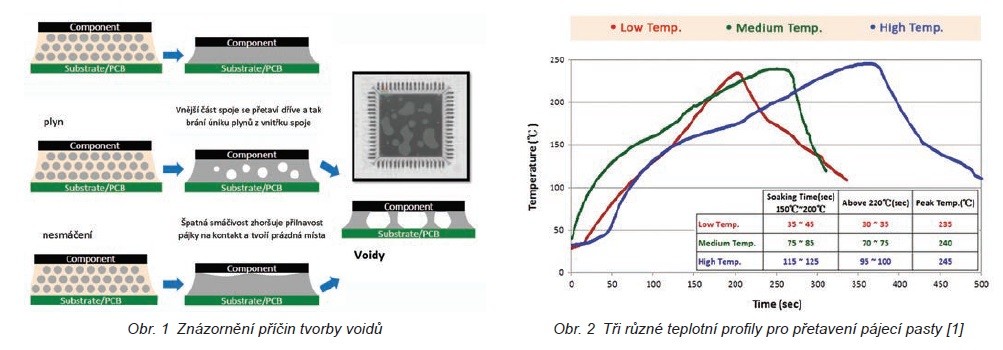
Tvorbu voidů lze spatřovat především jako důsledek dvou příčin, jak je znázorněno na obr. 1. Tou první je omezení úniku plynů vznikajících při odpařování tavidla v důsledku předčasného tavení vnějšího obalu spoje a tou druhou pak špatná smáčivost. Oba případy jsou znázorněny na obr. 1. Horní průběh znázorňuje ideální průběh přetavení, kdy celý spoj se přetaví najednou a smáčivost je dokonalá. Druhý průběh znázorňuje případ, kdy přetavení spoje na povrchu proběhne dříve než uvnitř a tím je zabráněno úniku plynů z odpařujícího se tavidla z vnitřku spoje. Třetí průběh pak znázorňuje případ, kdy v důsledku špatné smáčivosti dochází k tvorbě prázdných míst uvnitř spoje.
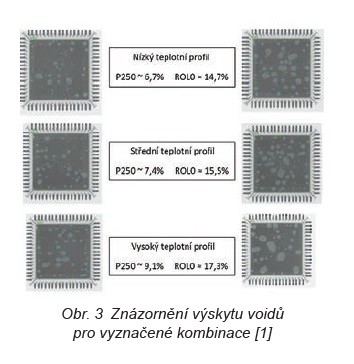
Z uvedených skutečností lze usuzovat, že tvorbu voidů může ovlivnit také teplotní profil při přetavení pasty, který má vliv na krystalografické procesy probíhající ve spoji v průběhu přetavení. Na obr. 2 jsou znázorněny tři různé profily označené červeně jako nízký (Low Temp), zeleně jako střední (Medium Temp) a modře jako vysoký (High Temp). Tyto teplotní profily byly použity pro přetavení součástek BGA s pájecí pastou NeVo P250 a pro srovnání také se standardní pájecí pastou s tavidlem ROL0.
Výsledky jsou znázorněny na obr. 3, kde je uveden procentuální výskyt voidů pro jednotlivé případy. Z obrázků pořízených rentgenovou analýzou je patrné, že ke zvýšenému výskytu voidů přispívá rovněž vyšší teplota přetavení. A především významným faktorem je i složení pájecí pasty, jak potvrzují výsledky srovnávající pájecí pastu NeVo P250, charakterizovanou jako pasta pro vysokou spolehlivost a nízký výskyt voidů, s konvenční pájecí pastou s tavidlem ROL0.
Prezentované výsledky dokumentují skutečnost, že výběr a volba pájecí pasty je jedním z prvních a základních kroků rozhodujících o spolehlivosti a kvalitě jak procesu pájení v technologii povrchové montáže, tak o spolehlivosti a kvalitě celého elektronického obvodu či systému.
Literatura
[1] P250 Series High-Reliability/Low Void Zero-Halogen Pb-Free Solder Paste, Prezentace Shenmao Technology Inc., 2019
[2] http://www.shenmao.com/files/Shenmao%20New%20Brochure%20En.pdf
