
 Vítejte, dnes je
sobota 11.
červenec
2026
Vítejte, dnes je
sobota 11.
červenec
2026

Ruční výroba prototypů a opravy desek elektroniky
Pokud vývojář navrhne novou desku elektroniky, je nutné ji realizovat v kusové sérii. Pro odzkoušení funkce a správnosti návrhu se většinou vyrábí jedna nebo několik kusů desek, u kterých předpokládáme realizaci dodatečných změn. Výrobci desek nabízejí službu Pool Service, pomocí které jsou schopni realizovat kusové množství DPS za přijatelnou cenu.
V současné době existují v návrhu desek následující trendy:
- Čipová pouzdra se používají až do velikosti 0402, případně i menší. Bez problémů je možné ručně osazovat a pájet pouzdra do velikosti 0603 (vývody v podobě metalizované plošky).
- Integrované obvody bývají v pouzdrech QFP s velice malou roztečí vývodů nebo v pouzdrech typu LGA s vývody na spodní straně pouzdra (QFN, BGA a další). Přehled provedení vývodů používaných při SMT montáži jsou uvedeny v [1].
- Rozměry desek plošných spojů bývají někdy velice malé, až do velikosti několika mm. Vzhledem k malým rozměrům se používá i malá tloušťka plošného spoje. Jako povrchová úprava plošek plošného spoje se používá nejčastěji HAL nebo ENIG. Ze zkušeností je nejlépe pájitelná povrchová úprava HAL, povrch však nemusí být v tomto případě dostatečně rovný.
- Stále častěji se používají vícevrstvé desky, i když cena desek roste s počtem vrstev. Jednou z možností, jak omezit počet vrstev, je použití čipových součástek s nulovým odporem, které umožní křížení spojů na stejné vrstvě.
Vzhledem k rozmanitosti různých pouzder, které jsou k dispozici při návrhu, a z důvodů častého používání smíšené montáže (součástky SMD i vývodové) používáme při realizaci prototypů téměř všechny dostupné techniky pájení.
Pájení kontaktní metodou
Jedná se o nejčastěji používanou metodu, při které se používá k pájení nástroj určitého tvaru (minivlna, jehlový hrot, speciální nástavce). K roztavení pájky dojde přenosem tepla z vyhřátého hrotu na pájený spoj za přítomnosti vhodného tavidla. Tavidlo bývá kapalné nebo pastovité. Lépe se pracuje s tavidlem pastovitým, které je tzv. „delší“, to znamená, že se po nanesení samovolně odpaří až po delší době. Kontaktní metodu pájení nelze, až na výjimky, použít pro pouzdra, která patří do skupiny LGA. Teplotu pájecího hrotu nastavujeme podle použité pájky a tepelné kapacity systému od 280 do 350 °C. Zbytečně vysoká teplota namáhá pouzdro i plošný spoj, při opakované výměně pouzdra může dojít k jejich poškození.
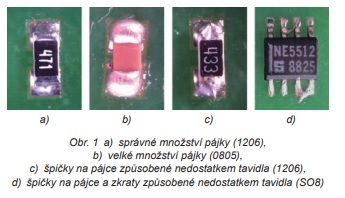
Při pájení čipových a válcových pouzder se jedná o pájecí plochy typu metalizovaná plocha, páskový vývod, terčík nebo čepička [1]. Vývody na keramice mají tři vrstvy (Ag, Ni, Sn) tloušťky desítky mikrometru, a tak je při pájení potřeba postupovat opatrně, aby nedošlo k porušení niklové vrstvy, která chrání rozpouštění stříbra v pájce. Namáhání vývodu je tím vyšší, čím je vyšší teplota pájecího hrotu. Pájecí postup je následující: Nejprve je třeba zapájet jednu stranu součástky, potom druhou. Velkým problémem bývá dodat na spoj optimální množství pájky tak, aby se vytvořil správný meniskus. Problém roste se snižující se velikostí a výškou pouzdra. Snáze se pájí keramické kondenzátory, které jsou vyšší. Na obr. 1 jsou případy, kdy množství pájky je správné, příliš velké nebo s nedostatečným množstvím tavidla, při kterém vznikají tak zvané „špičky“. Tento jev je možné dodatečně odstranit dodáním tavidla a opětným přetavením. Pájecí postupy jsou uvedeny v [2].
Kontaktní metodu lze použít při pájení pouzder s vývody „L“ i „J“, přičemž se může používat tzv. „minivlna“, kdy se pájí s naplněnou minivlnou příčným pohybem přes vývody. Touto metodou se dají také pájet pouzdra QFN, ale s tím je potřeba počítat již při návrhu DPS. Plošky pro vývody musí být delší, aby zasahovaly vně pouzdra. V tomto případě ohřejeme minivlnou vnější plochu na plošném spoji tak, že roztavená pájka vzlíná vlivem povrchového napětí až pod pouzdro integrovaného obvodu. Postup pájení je uveden na [4]. Při pájení integrovaných obvodů platí zásada, že pouzdro před konečným zapájením přichytíme úhlopříčně ve dvou místech, abychom mohli po zahřátí jedné strany dodatečně posunout pouzdro do správné polohy.
Velice efektivní a rychlé je osazování a výměna čipových součástek pomocí termokleští s patřičnými nástavci nebo speciálního přípravku. Předpokladem pro úspěšnou práci je použití dostatečného množství pájky i tavidla. Postup výměny je uveden na [5].
Někdy se uvádí metoda, při které se nanese na pájecí plošky pájecí pasta dispenserem nebo pomocí šablony. Pájecí pasta se pomocí rozehřátého hrotu kontaktně přetaví. Tyto postupy jsou uvedeny v [3]. Tavidlo se nemusí přidávat, je již součástí pájecí pasty. Tuto metodu je možno v nouzi použít, je však nezbytné po zapájení důkladně spoje dodatečně očistit, abychom odstranili zbytky nepřetavené pájecí pasty. Tuto metodu nelze doporučit, pokud vyžadujeme minimální elektrický svod mezi vývody.
Výměnu čipových součástek lze také realizovat speciálním nástrojem, který může nahradit termokleště. Na válcový pájecí hrot naneseme po celém obvodu tepelně vodivou pastu kvůli přestupu tepla, na který navineme několik závitů holého měděného drátu průměru 0,6 až 1 mm. Oba konce drátu zkroutíme a natvarujeme tak, aby s konci vodiče bylo možno ve stejnou chvíli ohřát obě pájecí plošky u čipové součástky. Po roztavení pájky součástku pomocí pinzety sejmeme. Součástku také můžeme podobným způsobem vyměnit za jinou. Pro tuto metodu je někdy potřeba nastavit o něco vyšší teplotu pájecího hrotu z důvodu horšího přestupu tepla do drátu (cca 350 °C i více). Video o výrobě a používání přípravku je uvedeno v odkazu [5], provedení přípravku je na obr. 2.
Velké množství pájky způsobuje tvorbu zkratů a můstků. Nadbytek pájky je možné odstranit elektronickou odsávačkou, případně odsávacím páskem (licnou), u kterého se využívá principu vzlínání pájky do kovové punčošky. Ke snížení množství pájky je také možné použít minivlnu. Pájku z minivlny odstraníme na navlhčené špongii a minivlnu přiložíme na spoj nebo na můstek. Povrchovým napětím pájka vzlíná do prohlubně minivlny. Postupy jsou uvedeny ve videu [6].
Pájení horkým vzduchem
V tomto případě dochází k ohřevu pájky ohřátým proudem vzduchu nebo, ne tak často, inertním plynem. Při této metodě se pájka i tavidlo dodávají na spoj ve formě pájecí pasty, která se nanáší pomocí minišablony, případně dávkovačem (dispenserem). Tato metoda je jediná možná při pájení pouzder, která mají vývody na spodní straně (LGA).
Výhodou této metody je, že není třeba používat speciální nástroje pro specifický tvar pouzdra. Pokud se nám podaří precizně na spoj nanést přesné množství pájecí pasty, bývá výsledek připájení pouzder daleko vzhlednější než při pájení kontaktní metodou. Osazování a pájení je rychlejší a pro výrobu prototypů se tato metoda doporučuje.
Při přetavení pájecí pasty dojde vlivem povrchového napětí k vycentrování součástky do správné polohy. Tento jev se výrazně projevuje při pájení BGA nebo QFN pouzder.
Nevýhodou této metody je potřeba zabránit ohřevu okolních součástek, zvláště pokud se jedná o opravy DPS. Pokud máme smíšenou montáž, která bývá velice častá, na desce mohou být součástky, které nejsou schopny odolávat zvýšené teplotě (elektrolytické kondenzátory, konektory a další). Tuto okolnost je třeba si ověřit ještě před započetím prací a tyto součástky případně tepelně odstínit. Při výrobě desek prototypu nejprve zapájíme SMD součástky v přetavovací peci a potom dopájíme vývodové součástky a konektory.

Při pájení a opravách se velice osvědčilo používat spodní předehřev, který usnadňuje dostatečné prohřátí spoje. Stačí desku ohřát na nižší teplotu (50 až 80 °C). Použití předehřevu je výhodné zvláště při pájení dílů a spojů, které mají velkou tepelnou kapacitu. Předehřev zlepšuje prohřátí spoje a urychluje rychlost pájení. Při pájení horkým vzduchem je účelné umístit do blízkosti pájeného pouzdra termočlánek, který indikuje dostatečnou teplotu pro přetavení pájky. Termočlánek je možno umístit do prokoveného otvoru nebo přilepit kaptonovou páskou.
Článek dává stručný přehled o základních problémech, které se mohou vyskytnout při realizaci prototypových vzorků desek elektroniky. Pro získání podrobnějších informací je třeba se detailně seznámit s technologiemi, které se používají při pájení a osazování desek v povrchové montáži, a s technikou správného pájení a pájení si prakticky odzkoušet. Velice účelné je absolvování některého z praktických kurzů povrchové montáže, přičemž takové kurzy nabízí například společnost SMTplus.CZ.
Odkazy:
[1] Josef Šandera, SMD součástky, jejich provedení a vlastnosti přívodů, balení, DPS 2/2021
[2] SMD Soldering - Small Packages - YouTube, https://www.youtube.com/watch?v=8Q6YNmBKjiU
[3] Soldering a tiny SMD chip with paste and hot air - Bing video https://www.bing.com/videos/search?q=solder+SMD+you+tube&&view=detail&mid=708AA8FD7633E39AC46D708AA8FD7633E39AC46D&&FORM=VDRVRV
[4] SMD Soldering - QFN Package - YouTube, https://www.youtube.com/watch?v=BvhE16vBfX4
[5] How to remove SMD components without hot air gun - YouTube, https://www.youtube.com/watch?v=xMXJTLWyBCo
[6] How to repair bridge and excess solder - YouTube, https://www.youtube.com/watch?v=OaBRak0HnQs
